
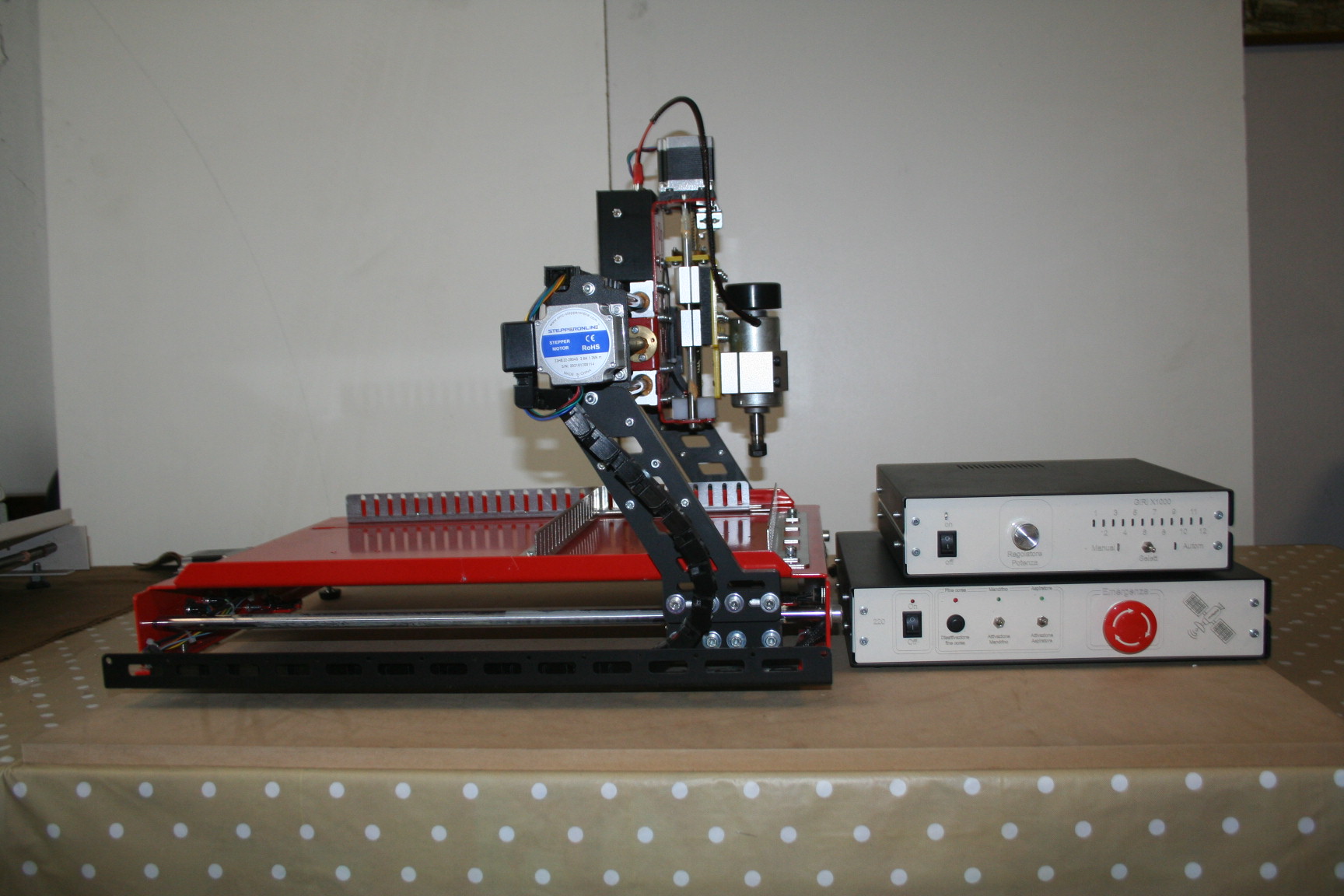
Recomendações para máquinas CNC
Se você precisa de conselhos sobre usar os motores de busca, componentes mecânicos ou como montá-las e comprá-los, Entre em contato com Fabio di Arezzo, que nos últimos anos adquiriu muita experiência em CNC, fresadoras e máquinas de gravura com lasers.
Nas próximas fotos você pode ver algumas de suas realizações. Clicar as imagens ficam maiores e você pode perceber que são máquinas combinadas, ou seja, que você pode montar qualquer um laser que um cortador de.

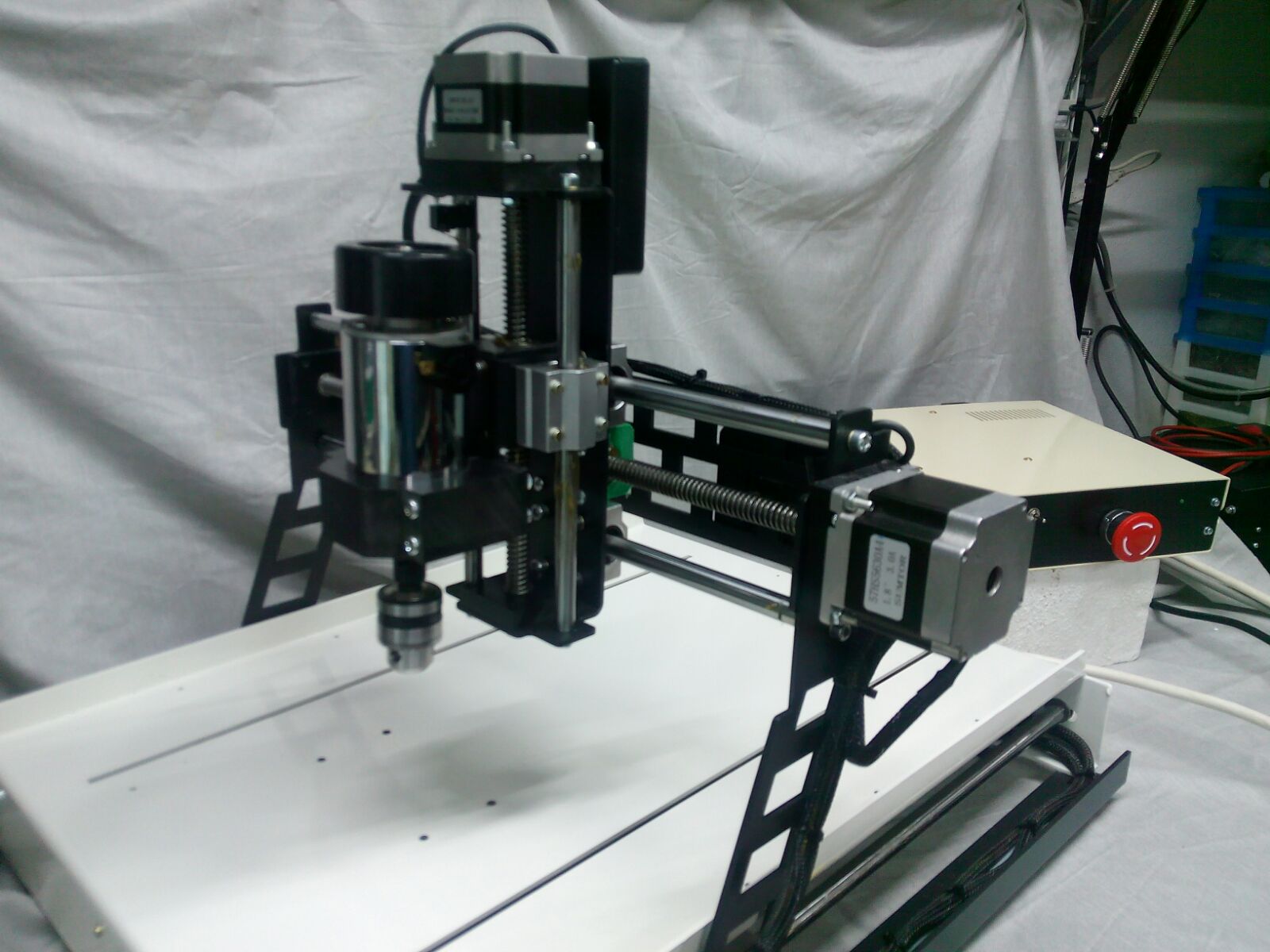

Escreva para Fabio para recomendações, comprar juntos componentes ou fazer você adquirir dos kits de componentes. Ou você pode até mesmo concordar construir peças ou máquinas completas.
Fabio di Arezzo – Civitella Val di Chiana (AR) – Fabio.cve31@gmail.com
Acrescento aqui algumas imagens novas que ele nos enviou no 2024 e também um manual em PDF

Radar e braços robóticos

Esta é a primeira das sonar Riboni, o aplicativo ThereminoRadar nasceu a partir deste protótipo. Agradecemos a Mauro, para manter-nos envolvidos e por insistir, até começar a trabalhar.
Faça o download aqui ThereminoRadar: /downloads de automação * radar e informações sobre sensores aqui: /usound/entradas/os sensores do hardware #
– – – – – – –

Mauro Radan também está experimentando com diferentes versões de garras paralelas. Sua mecânica destinam-se muito bem. Esta é uma versão com o servo de alta potência. Esses servos não são adequados para escrever por causa de sua banda morta, Mas são ótimos para pegar e levantar objetos. O servo duas na base e a construção muito robusta, pesadas o suficiente para levantar objetos.
– – – – – – –

Dentre os primeiros protótipos de ThereminoArm. Esta versão ainda era um mestre e um escravo, Porque o primeiro mestre não tinha pino configurável. Agora você fazer tudo com um só mestre e avança até dois pinos. Atualização de abril 2017: o novo firmware do mestre, aumenta o número de pinos para 6 em 12, Então agora eles avançam oito pinos para propósitos gerais. Também nova firmware também pode conduzir os motores de passo.
Você pode então construir armas muito precisas de robô usando motores de passo pequeno e cintos. Eu recomendo usar uma relação de redução muito alta, pelo menos cinco mas melhor se você conseguir chegar até dez. Neste caminho a 200 passos por revolução se tornará 2000 passos por revolução e você podem obter uma precisão de 0.7 mm com meio metro de braços longos. Precisão que aumentará para cerca de um décimo de mm e acima usando o microstep.
– – – – – – –
Um robô não é necessariamente um braço articulado. Com um pouco’ fantasia, Você pode compor máquinas simples e eficientes.

Um robô “instrucional” construído pelos alunos do Instituto a C. de Corniglio
Proposta do Instituto, i. c motivação. Corniglio é: “…Junte-se ao mundo digital com o mundo real e concreto” e é precisamente por isso que nasce no sistema Theremino. Um caloroso Obrigado por sua pesquisa!
Esboço e Firmware
Muitos depois de aprender a linguagem Arduino esboçar, Eles escreveram que eles gostariam de usá-lo, por Theremino. Infelizmente o esboço da língua foi pensado, apenas para processadores de Arduino e transplantá-lo em outro “micro”, se tornaria tão diferente, perder qualquer possibilidade, Programas de intercâmbio entre os dois.
Nossa PIC Programação em C ou C++, usando um IDE padrão e compiladores, Nós usamos o compilador GNU, É Open Source.
Na medida em que a enorme popularidade do Arduino, Pode fazer-nos olhar “vários”, na verdade, o oposto é verdadeiro, é o Arduino usando uma linguagem fora do padrão, feito especialmente para o Arduino e válido somente para Arduino.
Esboços não são programação de firmware verdadeiro, Mas uma simples programação, que esconde tudo o “estrutura de tópicos”. Com o esboço, eficiência é a capacidade de manobra, são limitados.
Além de um esboços de deformação didático, aprende a usar uma abstração de micro, em vez do micro em si. Para aprender a usar um micro, Você deve considerar a folha de dados do fabricante, Não, as instruções do Arduino.
Que sendo dito, Por sorte, o firmware do sistema Theremino, Não requer nenhuma programação. Estamos em 20xx e, supostamente, o InOut um PC, assim como o firmware de um celular, ou uma máquina de lavar roupa, estão trabalhando. “Como são”, sem ter que re-agendar cada vez, Dependendo se você quer lavar camisas, ou azul jeans.
Mudança de perspectiva
A mudança de perspectiva, entre o Arduino e Theremino é na verdade, mover a inteligência do firmware para o software. Essa mudança se multiplica por mil a velocidade disponível, o poder de computação, a memória, e a facilidade de programação.
Para esta abordagem, Você deve estar permanentemente conectado a um PC (ou um NetBook, um eeeBox, um Tablet, um PC incorporado ou uma Pi de framboesa, como explicado aqui: aplicativos autônomos-Blogues/standalone #, e também aqui: computadores Downloads/notas--software on #)
Muitos dispositivos, como impressoras, monitores e ratos, Eles estão constantemente conectados para o PC e tudo o que eles acham “normal”. No entanto, muitas pessoas pensam que um “dispositivo”, como um braço robótico, ou uma impressora 3D, deve ser autónoma, e provavelmente uma pilha…
Inteligência e braços robóticos
Vamos fazer o exemplo, caixa de relógio, um “braço robótico”. Muitos fabricantes de braços robóticos Arduinici, Eles perceberam que seu braço “alimentado a pilhas standalone”, no final, ele sempre faz a mesma coisa. O que está perdendo? Comunicação e software, algoritmos poderosos que mantêm em toque de dados 3D, com o mundo exterior, sensores, Webcams, microfones, entender o GCode, e se comunicar com outros aplicativos, em tempo real.
Micro não são projetados para lidar com arquivos 3D, ou decodificar os sinais de áudio, Não têm poder de adequada, para reproduzir arquivos midi, ou decodificar o vídeo de uma WebCam. E mesmo se eles são forçados a fazê-lo, a dor. Disse com outras palavras: “O local apropriado para o cérebro, Não é perto dos músculos”
Outra razão, isso dificulta muito inteligente, Conecte firmemente os braços e impressoras 3D para seu PC, é que você tem que fornecer-lhes o poder. Quando você exceder o brinquedo de fase, necessidades de energia, tornar-se demasiado pesado, para baterias.
Como estão os braços robóticos profissionais ?
- Tem cabos de grandes, que carregam energia e dados.
- Comunicar-se constantemente com um PC de hub.
- Conter apenas o firmware, algoritmos inteligentes, estão todas no PC.

Clique na imagem, para ver melhor.
Qual linguagem usar?
Uma vez que você decidiu mover a inteligência, desde o firmware para uma linguagem de alto nível, Qual é a melhor linguagem para aprender?
Aqui é uma questão de gosto, Alguns dizem que só existe na linguagem C++, e tratam com desprezo, todas as outras línguas.
Outros, como nós, Acho que o C++ é uma linguagem mais velha, Isso requer muito mais tempo e energia, linguagens recentes. E eles também acham que C++ e similares (C, Java e todas as línguas com a ponto e vírgula para cada linha) linguagens formais são mal estruturada e mal, que convidá-lo para escrever, Então “sujo” e confuso. Nessas línguas, você pode escrever, coisas aceitáveis pelo compilador, Mas absolutamente ilegível, para os seres humanos.
Nós preferimos mais estruturados idiomas, Isso ajuda a escrever bem, e para minimizar erros. Este processo de afastamento gradual, de linguagem de máquina, está no lugar, há 50 anos e a cada novo passo, Há alguém que reclama e reclama sobre as línguas antigas. Mas o processo continuará, e eventualmente nós vamos começar a programar, em linguagem humana. Atualmente, a linguagem humana é VbNet.
Como as línguas modernas (VBNET e C#), Eles têm um poder e velocidade impressionante, Porque suas funções básicas, Não são reescritas sempre partir do zero, Mas em vez disso estão prontos em “Tempo de execução” e escrita com algoritmos otimizados, e adaptado para o sistema operacional.
Uma segunda vantagem de línguas modernas, deve ser independente do sistema operacional. Um aplicativo escrito em C# ou Visual Basic, corre sem mudar uma vírgula sequer no Mac, Linux e Unix. (Isto em teoria… na prática, apenas no Windows funciona bem, Enquanto em outros sistemas operacionais, implementações são incompletos e cheio de erros)
Em conclusão podemos Nós sugerimos usar VbNet ou C# (muito semelhante ao outro) Quase todas as aplicações, Sistema Theremino, são escritos em VbNet, Porque vamos encontrá-lo mais “Humana”, Mas você pode alternar facilmente de um idioma para outro, usando o SharpDevelop para traduzir.
Para instalar as ferramentas de desenvolvedor, Leia aqui: instrumentos de transferências/notas--software on #
Eu estou usando theremino em um proxxon 70 com grandes resultados.
Eu comprei um chinês cnc 3040 (e em breve) seu power electronics e feita para o mach3 e pelo que entendi, lendo o manual e comparando com sinal similar de passo de cartões e’ invertida, baixa de ativa.
Existe alguma configuração theremino para caber, ou eu posso inverter o sinal com um 74ls04.
Obrigado
O sinal de passo gerado pelo mestre foi tratado com cautela no firmware para que você também pode trabalhar em motoristas que pensam o contrário. Portanto, não devemos perder passos e nenhuma outra avaria.
Além disso, nosso colaborador Leo, Quem vive em Shenzhen (China) Tentei a operação em um 3040 e até agora não encontrou problemas.
Em seguida, para manter a máxima simplicidade pode, Não esperávamos controles para inverter os sinais. Se você quer trocá-los você deve fazê-lo em hardware com um inversor, ou conectando o positivo de entrada LEDs de photocouplers (em máquinas que têm-los) no 3.3 Volts e o negativo ao mestre de saída.
Obrigado
Assim que eu chegar lá eu fazer os testes e sabemos’ Quer dizer.
Mal vai adquirir’ um novo poder eletrônica theremino cnc não desistir.
Vai funcionar com certeza. No máximo, Se absolutamente necessário e você não pode inverter o sinal conectando os acopladores para a imagem positiva, em seguida, você pode inserir os inversores, como você sugeriu..
Citação de MI auto:
Funciona muito bem com theremino cnc.
Oi eu gostaria de propor uma ideia, Agora que vi como o programa funciona seguidor de ponto. Se você usar o valor obtido a partir da mudança de fase ao longo do eixo horizontal de um estágio de microscópio também pode medir distâncias, fazendo um cálculo rápido. Ele usa o mesmo princípio de lidar, Embora muito mais lento devido a atualização da webcam
Sim, correria.
Já avaliamos essa possibilidade, mas nunca vivemos isso porque faz os cálculos, verifica-se que a precisão alcançável é pobre.
De qualquer forma, você pode tentar e então escrever quais recursos você pode alcançar.
Oi estou usando alegremente theremino com theremino do cnc para executar minha cnc. Existem apenas algumas coisas que me escapam: Se você parar de trabalhar e também o pc para retomar no dia seguinte, que eu tenho que levar a linha de gcode vim e depois a seguir procura dia então espalhou-se a partir daí. Existe uma maneira mais rápida de como salvar a posição automaticamente ou algum tipo de pesquisa por linha de gcode? Obrigado antecipadamente. Ah ainda funcionar perfeito seu eu fez um tratamento muito longo (sobre 30 total de horas) com cam 3d e mudanças de ferramenta em vários dias e ele nunca se engana um milímetro
O que você está fazendo é incrível. Não se esperava uma usinagem em vários dias de intervalo. Pensou-se no máximo que você pode refazer a mesma peça no dia seguinte sem refazer as restaurações, em seguida, a linha não for restaurada.
Se seu GCode tem os números de linha, com que você pode encontrar a linha:
– Clique com o botão direito sobre o GCode
– Localizar e substituir
– Encontrar nnnn (onde nnnn é o número da linha)
Se você parar de trabalhar para uma mudança de ferramenta você pode encontrar a linha com:
– Clique com o botão direito sobre o GCode
– Localizar e substituir
– Encontrar M06
– Localizar próxima, até chegar a linha certa
Se você mudar algo por engano em GCode, muitos desfazer com CTRL-Z até a mensagem desaparece “Modificado” de título da janela GCode
Você ainda se importa, Quando sair como pontos aleatórios, o primeiro movimento começa do topo, para evitar riscar os deslizamento ou ruptura dicas.
Se esses métodos não são suficiente escrever nós novamente e veremos, Se possível, Adicionar o restabelecimento da linha em versões futuras.
Aqui está o que eu estava faltando :D direito clique. Obrigado 1000. De qualquer maneira eu não fiz nada de especial, o fato é que theremino nunca perde etapas nem a localização, em seguida, a mecânica que tirei do creostamp faz dele com os parafusos da esfera e guias sobre patins viajando que é uma beleza
Oi sou eu novamente o erro do bairro :D. Recentemente eu usei cnc e muitas vezes fazer moer o gcode de theremino um atrás do outro. Também estou a tentar ir mais rápido e mais rápido o sistema e fazer alguns testes notei que a trajetória do sistema de controle cnc theremino é muito mais preciso e mais rápido do que o que nós usamos atualmente na fusão da Autodesk 360(um excelente programa de todas as maneiras que eu tenho que dizer e em + grátis … altamente recomendado) Desde que um dos theremino também gerencia a aceleração. a única coisa é que theremino não parece distinguir entre o cnc alimentar horizontalmente e verticalmente, levando os treinos que utilizo para salientar um pouco. Estava a pensar se não havia maneira de separar os dois tipos de feeds ou se há algum tipo de brecha para limitar a velocidade máxima do mestre theremino. Obrigado 1000 Antecipadamente :D
Se você mover o eixo simultaneamente, então o Feed refere-se ao movimento combinado (velocidade na diagonal que é coberto). Portanto, o eixo que faz um caminho maior ir mais rápido e o outro vai mais devagar. Se sua alimentação é demais para os cortadores e o material que usa, Só abaixá-la. Você deve definir o GCode, Não no HAL ou alimentação Manual. O cam pode preparar o GCode mudando Feed a qualquer momento de processamento.
Se você mover um eixo em um momento você pode preceder qualquer movimento de um Feed de diferente, e mesmo nesse caso falamos de Feed para GCode.
Theremino CNC faz o que ele diz o GCode e lida com o comando exatamente como qualquer outro Feed CNC Gcode.
Velocidades de alimentação devem ser escritas em GCode, o campo alimenta que você manualmente ajustar só serve para fazer testes manual.
Fernando escreveu
Em algumas máquinas, Não em todos os, Notei um comportamento estranho, como se eles foram ignorados durante a leitura de linhas de programa G002/03. Se eu repetir o processamento, o erro é sempre igual.
Respostas
Ignorar linhas de programa
———————————————————————————————
Certamente você já experimentou o defeito não se deveu G02 e G03 mas faltando prefixo G02 ou G03 no início da linha.
As versões anteriores não foram repetidos se os códigos estavam ocorrendo em todas as linhas de defeitos G02 G03. O G01 não falando ressentiu este problema me o G02/G03 sem código correu como se fossem G01. Nas versões mais recentes (4.4 e 4.6) Esses erros são eliminados.. Mas igualmente é recomendável começar todas as linhas com o seu código G.
Para explicar melhor, as seguintes linhas:
G01 Z-5,825
X 105,996 Y 22.525
G02 X 94.972 I-335 Y J 76.369 56.873.
X 104,896 Y 43.69 34.014 21.69-J
deve ser corrigida através:
G01 Z-5,825
G01 X 105.996 Y 22.525
G02 X 94.972 I-335 Y J 76.369 56.873.
G02 X 104.896 Y 43.69 34.014 21.69-J
A falta de G02 no início da quarta linha poderia, as versões anteriores, causar uma falha aparentemente atribuível a G02.
Cortar as curvas
———————————————————————————————
Para que tal Theremino CNC GCode linhas salto é impossível, Mas pode haver um comportamento do tipo "cantos de corte", e tão similar ao pular linhas, determinado por um mal entendido sobre como você tem que configurar rápida e feeds.
É essencial definir nunca “Rápida” ou “Alimentar” (também em Gcode) mais do que suportável pela pesquisa motores e que são escritos no parâmetro Max Speed de HAL. Se você exceder esse valor o HAL protege igualmente os motores perder passos, Mas a ponta pode ser tarde para o alvo e então ser forçada a cortar cantos e pular as peças de trabalho. Se você errar muito você também pode quebrar ferramentas e estragar a peça.
Uma falha adicional causada por uma configuração errada “Rápida” é que manualmente joggando o cortador continua a se mover por um tempo depois que você solte as teclas. Novamente, há o perigo de colisões e ferramentas que quebram. Se jogga longo quando você parar a ponta permaneceu tão atrás que não vai parar e cai em algum lugar.
Nunca ajuste “Rápida” ou “Alimentar” maior “Velocidade máxima” Está escrito em todo mas pode acontecer de não lê-lo ou subestimar a sua importância.
Carros com motores menores e grande massa
———————————————————————————————
Os erros de caminho também pode ser causado por motores com muito baixo de aceleração do que a velocidade máxima. HAL MaxSpeed Se o valor for superior a dez vezes o valor MaxAcc então é bom prestar atenção a este aspecto.
Leia as instruções nas notas CNC Theremino relativos “Opções” / “Compensar efeitos de aceleração” (páginas 26 e 65 nas últimas versões das instruções de outubro 2016 em diante).
Eu gostaria de poder usar os motores de passo controlá-los com Theremino. Em particular, o controlo da posição do motor, velocidade, aceleração. Por exemplo, ser capaz de seguir no passo um sinal espaço de tempo tipo sinusoidal (Também a velocidade varia sinusoidalmente de forma contínua). Como posso fazer? Por exemplo, se eu ligar um servo motor na ranhura 1 pilotado com a aplicação WaveGenerator este se move com movimento alternativo rotativo como eu gostaria de ser capaz de conduzir o passo. I deve ser capaz de variar a frequência das bobinas do passo de fornecimento de energia de uma forma contínua. Com as ranhuras só posso dar um destino final a ser alcançado em uma velocidade constante após a aceleração. Além do valor da velocidade e aceleração dos slots, você não vai ficar de outro aplicativo.
Conecta o stepper motor e piloto com WaveGenerator através de um Slot. Você verá que vai passar exatamente como um servo, com velocidade “sinusoidaa continuamente variável” como você escreveu. Nenhuma necessidade de mudar o “frequência de bobinas”, Acho que de todos o HAL.
Para conseguir isso, no entanto, você tem que ajustar todos os parâmetros corretamente, Se você não pode escrever-nos em Engineering@theremino.com e vamos ajudá-lo por telefone para descobrir como fazer.
Para mover uma passo a passo de uma forma controlada não tem que mudar o MaxAcc e o MaxSpeed de HAL. Esses parâmetros são o máximo de segurança para evitar que o passo pode perder passos. Eles são parâmetros a serem ajustados uma vez por todas em um determinado motor e não mudar mais.
E aqui você perguntar de:
“Como posso diminuir o movimento se eu diminuir esses parâmetros”?
Resposta:
Para mover um passo (mas também um servo) de uma maneira controlada, em qualquer velocidade, também muito baixo e com qualquer aceleração de zero a MaxAcc você “segurando a coleira” e continuamos a enviar novos destinos (em milímetros) com muita freqüência (pelo menos cinquenta vezes por segundo, mas de um modo preferido mais do que cem).
Se os novos destinos são próximos uns dos outros a velocidade de movimento é baixa, Então como eles dão uns aos outros destinos mais distantes você pode aumentar a velocidade e aceleração.
Se você exagerar e você exceder a velocidade máxima ou aceleração máxima (o que você nunca deve fazer) Então o servo é protegido por HAL, resíduos sem avanços, mas fica para trás e já não segue o caminho que você gostaria que eles fizessem. Nestes casos a trela se estende como uma faixa de borracha e o servo começa a cortar curvas sempre tentando voltar.
É assim que funciona o Theremino CNC. que lidera o servo a toda a velocidade possível e aceleração de zero a MaxSpeed e MaxAcc escrito em HAL.
Claro que fazer essas coisas em seu próprio software requer capacidade de planejamento adequado, saber como usar temporizadores e tópicos e também saber como tratar os números com ponto flutuante e fazer os cálculos corretos para determinar continuamente os novos destinos (em milímetros ou em graus) para ser enviado para o slot que controla o motor de passo.
Todas essas considerações são exatamente as mesmas, mesmo que seja para mover o servo. Mesmo o servo, Se você não movê-los um passo de cada vez, esguichando no destino final com a máxima aceleração e velocidade que são capazes de produzir.
Fernando escreveu:
Alguns amigos que máquinas cnc caseira de moagem, Dizem-me que Theremino CNC é grande, mas que, se ele tivesse a chance de recuperar a backlasch seria perfeito, porque em caseiro mecânica, o jogo está sempre presente, e com poucos recursos disponíveis, é difícil de remover mecanicamente.
Resposta:
A Proxxon usamos aqui no laboratório não é uma máquina de precisão, tem "gibs" (guias se encaixam) ciloccano que se você deixá-los macios e prego se você apertar-los também.
anos atrás, quando usavamo ancora Mach3, Tentámos por um longo tempo para corrigir a folga. E corrigir, de um lado, e piora a outra, foram sempre impressos com faixas todos sfrangiate.
A solução foi a lidar um pouco melhor a mecânica e agora com Theremino CNC e sem qualquer correção são impressas como imagens publicadas.
A remuneração do backlalash "não pode superar os problemas com a máquina em corte contínuo" (como descrito no manual de Mach3) mas apenas em situações especiais.
Em outras palavras cortar em locais de trabalho, mas pior em outros lugares. Além disso, outros defeitos são criados, como explicado na página 37 manual do CNC Theremino.
Portanto, não querendo adicionar compensação de folga não é salvar empregos (seria fácil de implementar) mas para evitar os usuários tentativas desnecessárias, com aparentes melhorias em alguns casos, apenas para descobrir que ele piorou ainda mais o processamento e, finalmente, um monte de desperdício de tempo sem qualquer melhoria real.
Ao mesmo tempo seria mais bem usado para melhorar um pouco’ mecânica.
Olá Livio, Parabéns mais uma vez para CNC Theremino vai como um sonho. Ainda estou para se familiarizar com alguns parâmetros, Mas tudo é muito preciso e funcional. Minha fantasia, mas eu sempre empurra para as coisas que eu sei pouco…Portanto, uma pergunta: Estou muito intrigada com o desempenho de robôs (ou impressoras que usam a mesma mecânica) Tipo de Delta (com três colunas 120 graus…ou de controle de armas)…..para fazer isso com Theremino CNC nós deve reescrever o direito de firmware? Acho que é um longo e árduo trabalho mas que ele iria apoiar a outros projetos que você já publicou tipo de reconhecimento visual….
Desculpe a pergunta…Agradecimentos outra vez para o que você faz
Joseph
O firmware, localizado dentro do mestre módulos, É bem como ele é agora e poderia dirigir carros com qualquer estrutura (Cartesiano como os habituais cortadores, Delta gosto de aranhas que vem de cima e até mesmo blusas como os braços dos caranguejos).
E além do software de firmware (Theremino CNC) seria capaz de executar com êxito GCode criado para máquinas Delta ou Scara. Basta criar estes Gcode com uma CAM que está configurado para a máquina específica que você quer dirigir (No entanto, muito mais difícil do que o cartesiano com eixos paralelos).
A única parte que ainda não implementamos, e eu não acho que implementaremos dado o pequeno número de usuários que Delta máquinas ou Scara, está exibindo o GCode para máquinas que não sejam coordenadas cartesianas. E isto seria incluem máquinas de corte de espuma.
Em outras palavras: mesmo sem visualização, Você pode fazer muito bem no CAM, a usinagem é perfeito para cada tipo de máquina.
Oi, Estou prestes a começar a construir uma CNC que o projeto com formato NEMA23 passo e já dispõem de módulos dvr8825 e V4 mestre que precisa descobrir o que comprar motores. área de trabalho 80 centímetros x 55 centímetros ao redor.
Eu também pode dirigir motores que exigem mais ampere?
Esperemos que há mesas que representam emparelhamento ideal?
Muito Obrigado.
Vincenzo.
Não há mesas mas eu sei que não há muito a ser calculado.
Aconselhável colocar um ventilador acima da DRV8825 que todos eles esfria em conjunto com o ar frio de cima e, claro, para proporcionar-lhes com dissipador de calor. Sob essas condições, você pode ajustar o motorista até dois amperes e ainda ter uma certa margem.
Mas isso não significa que você tem que usar motores de dois amperes, Se possível, seria melhor para também colocar três ou quatro amplificadores e usá-los, como você deve sempre fazer, não à corrente máxima suportável,
mas, e este pode decidir apenas quem conhece a fábrica específica e seu atrito, Eles também poderiam usar motores menores, por exemplo, a partir de uma e meia ou dois amperes. E, em seguida, voar 700 por 1 Um máximo (sempre aproximadamente a metade da corrente máxima).
Em outras palavras, todos os motores são bons, mas a velocidade máxima não é o mesmo e você não pode calcular a priori, única experiência com a especificação da máquina pode começar a determinar se você precisa de mais potência ou mesmo motores com menos energia (menos corrente) Mas com o topo de uma velocidade maior do que.
Olá Livio, agradecendo antecipadamente eu precisaria de ajuda. Eu deveria estudar o circuito Pwm para montar o lmc6482 integrado de currículo. Na minha parte não encontrado e não achar que qualquer equivalente. O que posso usar? Existem “PWM para a HP”já feita e comercializada? Eu vou ter que voar um fuso com inversor.
Obrigado.
Vincenzo
Para dirigir um motor não precisa de PwmToCv com tempo de resposta rápido e baixo ruído (filtros de quarta ordem) Quanto a música. Mas apenas um filtro simples, com um resistor em série com o sinal, seguido de um capacitor para chão. Como observado nos três primeiros padrões que você vê aqui: https://www.theremino.com/hardware/adapters#pwm
Também é útil adicionar uma photocoupler para o mestre tomada e antes de cada filtro, mas cuidado que é preciso um optoacoplador muito rápido (fracções de um microssegundo), tais como um 6N137 que é fácil de encontrar e custa pouco.
Com uma foto-acoplador então você deve ter uma tensão de 5 Volt do lado do motor (você não pode usar esse mestre caso contrário você estragar o isolamento entre o mestre eo motor que é a única razão pela qual você adicionar uma foto-acoplador).
Finalmente, tudo será coordenado com o circuito do motor condução real. E aqui Tudo muda dependendo se o motor vai para 220 volts ou DC tensão. Se já havia uma foto de acoplamento no circuito de condução do motor, em seguida, a foto-acoplador seria inútil.
Em todos os casos, cuidado para não se juntar às massas por meio de fios que transportam o sinal. Se você deve combinar as massas de equipamentos de grande porte com o outro (Por exemplo, motores e computadores) você deve usar técnicas profissionais “estrela em massa”. Todas as massas unidas em um ponto comum (centro da estrela) por sua vez ligado à terra do sistema eléctrico.
Mai você deve usar os cabos de sinal para ligar a massa de um dispositivo de massa (como um motor) lá também o Mestre, que depois vai através do cabo USB fraco para o computador.
massa aproximada podem ser perdidos comunicação USB fazer conexões, durante o arranque do motor ou outras cargas grandes máquinas. Se isso acontecer vai arruinar a peça e, em seguida, você tem que pressionar “Reconhecer” sull'HAL para compartilhar.
Se você não pode escrever-nos e nós vamos ajudá-lo a ajustar o esquema específico para o seu caso.
Bom dia, para o controlo de um inversor com 0-10v e obter a variação da velocidade eletromandril directamente a partir do software que parecia entender que o circuito acima mencionadas podem transformar o O-3.3V necessário para 0-10v. ou eu não entendi?
bom trabalho
Vincenzo
Você acertou. O circuito PwmToCv pode gerar uma tensão de 0..10 volts, alimentando- 12 Volt e modificando-o como explicado.
Mas, sempre supondo que você tem a 12 volts. então você pode usar o esquema “Por Pwm ou FastPwm para 5 Volts” que é encontrado nesta seção: https://www.theremino.com/hardware/adapters#pwm
Este esquema não usa o LMC6482 mas dois transistores simples e fácil de encontrar e é tão simples que pode ser montada em um pedaço de placa de ensaio em dez minutos.
A fim de obter a excursão 0 em 10 volts tem de desligar o fio que vai do emissor do transistor BC557 5 Volt do Mestre e conectá-lo a uma fonte de alimentação 10 volts.
Ou você pode conectá-lo a uma fonte de alimentação 12 Volt adição de um resistor 39 ohms em série com o colector do transistor BC557, que irá colocar os dois volts demais e vai ajustar a saída exatamente 0 em 10 volts.
Desejando uma velocidade de resposta mais elevada e um ruído menor, você poderia dirigi-lo com uma saída regulada em FastPWM 15 KHz, alterar a partir de C1 100 uF um 10uF e (mas só se você deseja obter a linearidade máxima para baixo a zero volts) também adicionar um resistor 100 ohms entre a base e o emissor do transistor os BC557.
Assim que possível, vamos publicar os esquemas para estas versões.
Obrigado.
esqueceu… mas quando é que a v5 Mestre comercialmente?
Eles não estão disponíveis no momento.
Os mestres já estão viajando de China e tê-los enviado com um correio rápido. Eu acho que em uma semana ele vai restabelecer o funcionamento normal do site ThereminoStore (lembre-se que é executado pelos chineses, enquanto estamos totalmente sem fins lucrativos). No mês passado tivemos muitos problemas que esperamos que não aconteça nunca mais tal scarognato tempo.
Por favor note que nós adicionamos algumas linhas para a mensagem anterior…
Nós adicionamos diagramas para converter saídas Pwm_16 e Fast_Pwm ao vivo 0..10 volts.
https://www.theremino.com/hardware/adapters#pwm16to010
https://www.theremino.com/hardware/adapters#fastpwmto010
Aqui estou eu, especialmente de agradecer indefinidamente.
Entre mil dificuldades mecânicas temos apenas alguns minutos, jogo com o mestre. Pergunta: mas como você tem que conectar múltiplos mestre para um dos dois vai se tornar escravos? Ou você precisa de uma conexão USB para cada um deles?
Obrigado.
Você precisa de uma conexão USB para cada Mestre. Você pode usar qualquer HUB USB. Tentámos tanto com USB2 HUB gl e USB3 com anos atrás, mesmo com USB1 e sempre funcionou bem. Algumas pessoas também usam oito Mestre e são sempre resultados confiáveis.
Olá Livio, desculpe se eu estou sempre aqui para perguntar. Novamente no que diz respeito à questão de dirigir um robô delta com cnc Theremino ….(você tinha me aconselhou a encontrar uma webcam pode gerar gcode adequado para o delta). Vi entre os configurações Theremino braço há também a Delta e as perguntas são estes:
1) Pode ser o software direito de extrapolar gcode?
2) seria possível fazer a interface com cnc Theremino?
3) talvez eu perdi alguma coisa (Na verdade …com certeza) mas eu vi as descrições que se aplicam apenas para o braço robótico….e não para as possibilidades de configuração Delta
Obrigado mais uma vez
Joseph
1) Pode ser o software direito de extrapolar gcode?
Theremino Arm esegue i GCode, não criá-los.
2) seria possível fazer a interface com cnc Theremino?
Você não pode fazer interface porque Theremino ARM é ele próprio um CNC tão completamente substitui Theremino CNC.
Talvez você significa para interface com Theremino Mestre que depois vai para mover os motores de passo que se movem em vez do Servo. E esta é teoricamente possível. Ninguém tem feito isso, mas é apenas para combinar com o “Passo Para milímetro” sull'HAL com o que é a mecânica, e então considerar StepPerGrado. É tudo sobre certificando-se que o fim de tudo, relações de transmissão mecânicos, incluindo, 90 graus jogo software 90 graus hardware.
3) talvez eu perdi alguma coisa (Mas ... com certeza) mas eu vi as descrições que se aplicam apenas para o braço robótico ... e não para a possibilidade de configuração Delta
Se você vai em Braço do robô na parte superior há uma pequena janela para selecionar e alterá-los a partir de um Scara Articulado, Delta e cartesiana. Há instruções, apenas uma imagem na pasta “Docs” com os nomes dos eixos “Delta_Names.jpg” e um arquivo explicando o significado dos parâmetros “Delta_Names.txt”.
Daniel pediu-nos:
No caso que colocou uma condição IF, espécie, se houver uma diferença ir para o ponto que você toma a peça, mas não imediatamente, depois, por exemplo, 4 vezes, come se contasse. Para ser mais claro a partir de testes na descarga da peça mesa rotativa faz outra 4 paradas. Então, a partir do primeiro e do segundo bem e rejeitar o terceiro e bom. Digamos que, depois de a máquina que testa me deu um braço sucata leva-lo e, em seguida, quando você estiver longe de um sinal limpo como um micro, Eu não sei se eu expliquei, para dar entrada.
Resposta
Antes você pode agendar um procedimento deve escrever ou imaginar mentalmente com precisão. Aprender a programar não é fácil, leva anos antes de começar a escrever software decente. Até então ele escreve muito bem que demora décadas de experiência.
Só para dar uma ideia, a pergunta original se tornaria algo como as seguintes linhas:
Variabile1 = 0
IF LeggiSlotScarto> 500
Variabile1 = Variabile1 +1
IF Variabile1> 4
ScriviSlotX 120
ScriviSlotY 150
Gosub PrendiPezzo
…
…
Esta peça de programa é escrito em italiano para compreender facilmente, mas deve ser re-escrito com as instruções da linguagem de programação que você usa (Theremino automação / Script Theremino / VBNET / CSharp )
Mas antes de começar você tem que escrever (imaginar ou mentalmente) precisamente, tipo italiano com sentença:
1) Se isso acontecer, então incrementar o contador
2) Se o contador excede 4 então eu fazer isso outra
3) caso contrário, volte para o passo (1)
E assim por diante…
Se o problema está funcionando bem em palavras, em seguida, ele vai trabalhar também no programa, caso contrário, será impossível traduzir em software. Esta fase preliminar é chamado “análise”.
Sem experiência é muito difícil para escrever procedimentos complexos, eles são algo mais do que “ligar um LED / wait 10 segundos / desligar o levou”.
Você pode começar a aprender as noções básicas de programação explorando um por um todos os exemplos que estão em pastas Theremino Automation. Você pode então experimentar com estes exemplos e com a SlotViewer mas sempre lembrando que eles são apenas princípios simples. Automatização de procedimentos complexos que exigem inevitavelmente passar para linguagens mais poderosas.
A pergunta inicial é já complexo ao ponto que seria melhor usar VBNET (VisualStudio 2008).
Lucas escreveu-nos:
Alguns meses atrás eu construí uma fábrica controlado pelo Mestre Theremino. As coisas estão indo muito bem, especialmente com a última versão do CNC Theremino, com a compensação de baixa acelerações. Agora deixe-me voltar o eixo eo consumo planejado e eu levei dois relés de estado sólido pode ser conduzido com 3-32 V DC.
Eu tenho duas perguntas:
1- I pode se conectar diretamente o relé para o mestre( IL pino al + e GND al – ) ou precisa de mais nada?
2-Eu posso controlar dois relés com um único Pin, simplesmente pela divisão do sinal?
Resposta:
Você pode conectar os relés diretamente ao Mestre
– Signal al + o relé
– Para GND - Relé
Se o relê de comutação com 3 Volt, em seguida, tem uma margem de 0.3 volts (Sem essa 3.3 teóricos Volt Mestre). É um pouco, mas o suficiente para ele com certeza, porque se você danificar 3 volts, em seguida, ir certamente muito 2.5 volts, e, portanto, eles não têm quase uma margem volts.
Quase certamente eles também podem conectar um dois paralela. Pode-se dizer com segurança apenas saber a corrente que o relé de absorver com aproximadamente 3 Volts de energia.
Para ser seguro, você deve tentar se conectar um dois paralela, ligar a saída do Mestre, e, em seguida, medir a tensão que o Mestre é capaz de enviar para os dois relés em paralelo.
Se esta tensão é pelo menos 3 volts, então não há problemas. Caso contrário, você pode tentar usar uma saída 7 em 12 (que não têm o resistor 100 ohms em série e em seguida dar uma tensão ligeiramente mais elevado para a paridade actual absorvida).
Se em qualquer caso você conseguir ter três volts com dois relés no mesmo pino, então seria melhor se conectar a dois pinos diferente e, em seguida, adicione o Pin, configurá-los com o mesmo slot em Theremino HAL.
Daniel escreveu-nos
Eu estou tentando usar VBNET com o Visual Studio 2008 mas é complicado para começar. Com Theremino Automation pode fazer uma boa parte do que eu preciso… A versão do script teria muitos mais recursos? Quais são as principais diferenças entre Theremino Scripting e automação Theremino?
Resposta
Theremino Script é um cruzamento entre Automação e VisualStudio.
Com Theremino Script pode fazer tudo o que você faria com o Visual Studio, você tem todo o poder e todas as funções VBNET. Mas escrever tudo em um arquivo e se que simplifica a aprendizagem precoce, algumas operações tornam-se muito mais difícil do que com o real Visual Studio.
Aqui está uma lista de dificuldades Theremino Script:
– Faça a janela que comunica com o usuário é difícil. Deve ser um especialista para saber qual usar controles (botões, caixas de texto, etc ..) e como escrever, enquanto Visual Studio que você graficamente e vai ajudá-lo a colocá-las.
– As sugestões de recursos são muito limitados e, por vezes enganosa
– Você pode acompanhar a evolução do programa (como você fez com a automação) e até mesmo você pode adicionar pontos de controle (break point) e explorar o valor das variáveis como poderia fazer com VisualStudio.
– O editor é limitado e muito mais lento do Visual Studio.
No entanto Theremino Script é muito mais poderoso do que Theremino Automation. Se necessário, tente usá-lo, Ele contém muitos exemplos prontos para começar.
Uma diferença importante é que Theremino por Automação Scripts também pode produzir aplicações reais. Que os arquivos executáveis (.exe) que pode então ser iniciado clicando duas vezes sobre ele, mesmo sem abrir o aplicativo Theremino Script.
Bom dia Livio,
Eu vi o seu cartão Theremino StepperDriver, que suporta dois driver diferente.
Eu não posso encontrá-lo em qualquer lugar em seu portal como conectar o mestre para o conselho motorista de passo, DVR8825 para instalar o driver ou o A4988, uma vez que são diferentes como layaout, Eu instalá-los
indiferentemente?
Desculpe a ser questões triviais, mas eu não tenho muita experiência com eletrônica.
Obrigado
Gianni
Estas não são questões triviais, na verdade, graças a ter apontado esta falta.
Nós adicionamos uma imagem que explica como posicionar os controladores:
https://www.theremino.com/hardware/adapters#stepperdriver
No que diz respeito às ligações basta ligar a massa do Mestre com a do cartão de condutor com cabos Dupont fêmea-fêmea. Então Mestre GND com GND-IN do cartão de condutor. Por segurança, você deve conectar as massas com pelo menos duas ou três ligações fêmea-fêmea.
Em seguida, para cada motor irá ligar dois cabos fêmea-fêmea Dupont sinal entre o Mestre eo DIR e drivers da placa de STEP.
Veja como conectar o primeiro motor:
Mestre Pin1 SIG < ---> Driver1 STEP
Mestre Pin2 SIG < ---> driver1 VOCÊ
Os outros motores são ligados da mesma maneira, mas com os pinos 3-4, 5-6, 7-8 e 9-10.
Você pode encontrar mais informações aqui:
https://www.theremino.com/hardware/outputs/motors
Obrigado 1000
Gianni
Caro Lívio, Eu ainda perturbar porque eu substituído minha máquina CNC auto-construída velha com um muito mais compacto e, você recebe teste, mais preciso. I chegar ao ponto: Eu instalei um novo motor para treinos, um clássico da China 400W 48V 52 milímetros de diâmetro. Junto com o motor veio um controle de cruzeiro relativamente “sofisticado” que pode ser accionado com um potenciómetro, ou através de um conector “PWM” (assinado Mach3). O problema que eu não poderia resolver é que o motor não atingir a velocidade máxima usando a entrada PWM conectado a Theremino, em comparação com orelha com a velocidade atingível por meio do potenciómetro. Tentei mexer com os valores de slot, tanto em PWM de modo que PWM_fast mas a velocidade máxima é sempre a mesma, significativamente menor do que possível. Ele pode ser um controlador do limite circuito ou estou não consigo ajustar o slot para um ciclo de trabalho “contínuo” e chegada no desempenho de pico? Aqui os únicos dados que eu compus no controlador. Obrigado!
1: controlo padrão potenciómetro (5K-100K),defaults 10K;
2: MACH3 -PWM entrada do sinal de controlo de velocidade, requisitos de entrada de PWM externo: nível 3.5-12V VPP, 1K-frequência 10KHz, adequado para MACH3 de controlo de velocidade do fuso.
3. corrente nominal: 10Em, e sobrecarga de corrente curto-circuito 12A. (Over-corrente de saída corte, sobrecorrente indicador pisca, a luz potencial é off, elevador de sobrecorrente).
4.Função de arranque suave. Prevenir corrente excessiva causada pelo dano do motor e poder (padrão 0 segundos soft start), 0-5 segundos ajustáveis.
5.poder de controle: 12V120W, 24V240W, 36V360W, 48V480W, 60V600W
6.Pulso gama de modulação de largura: 0% -100%
Desde que leva uma freqüência 1 kHz um 10 kHz deve usar o PwmFast e ajustar a 2 em 5 kHz
Em seguida, basta colocar o “Valor” Dell slot do Pwm Massimo (geralmente 1000) eo Mestre emitirá o tempo máximo, ou seja, um sinal de cada vez 3.3 volts. Se você quiser, pode verificar com um osciloscópio, mas tenho certeza que é tão.
Se você tiver um osciloscópio pode medir com um medidor e quando você começa a sair máxima deve um 3.3 volts fixos.
Eles escrevem como se 3.5 em 12 volts.
Eu não tenho certeza de que o 3.5 A é realmente necessário, mas talvez o problema é que.
Para verificar essa tentativa para enviar uma 5 volts fixos e ver se funcionando a plena potência.
E então um 3.3 Volt duro e ver como fica.
Obrigado pelas dicas! Ao enviar o PWM entrada de 3.3V o controlador do motor não liga ao máximo. Um 5V em vez de rodar 98% (ouvido…).
I fechar com uma fonte de alimentação de tensão variável, e com que poderia controlar a velocidade do motor de zero ao máximo.
Eu já estou construindo o adaptador de PWM para 0..5V como seus projetos e se você me disser que não há contra-indicações, Eu acho que vai resolver o problema. Obrigado mais uma vez.
Ele deve funcionar.
Você também pode excluir o C1 capacitor, e, em seguida, criar uma verdadeira PWM (Não tensão variável, mas é verdade PWM de 0 em 5 volts).
Seria mais fácil de construir e de menor. E respeitaria as especificações do seu motor que (Parece ter entendido) seria um PWM 1 em 10 KHz e não uma tensão variável.
Okey, feito! Sem condensador, Ele funciona muito bem. Quando acho tempo, Vou publicar um filme no Youtube. Um pouco’ a publicidade é o mínimo que posso fazer-te. Obrigado mais uma vez.
Obrigado!!!
Se você quer um ótimo lugar para postar suas criações e também um fórum para discutir qualquer assunto de eletrônica e automação… Sugiro GRIX.
L de links nesta página:
https://www.theremino.com/contacts/references#grix
O site theremino é muito técnico e tem muitos (muitas) páginas, Mas não tem um fórum e por isso não é um real “Comunidade”. No entanto encontramos na GRIX um sereno Hospedagem de nós outra vez.
Gradualmente, as discussões moverá lá.
Bom dia, sempre atrás com cnc e eu recentemente passou a usar o software fusion360. ótimo para toda a configuração e fácil de entender …. até chegar a gcode all'estrarre. Eu tenho alguns problemas relacionados com as curvas quase como se me ver uma curva como tantas linhas quebradas em vez de uma linha sólida, consequentemente, desacelera e aquece meus treinos (até mesmo alguns quebrado :C). Fiquei me perguntando se talvez alguns de vocês teve uma definição para a configuração de fusão ou se eu tenho que ir e total ignorância por exclusão (de modo que o único que será a última que eu sinto :D ). Enquanto isso, eu olhar um pouco como eu olho jogar no PCB com o laser, e também fazer alguns testes esta semana. desculpe se eu morei e esperar a sua resposta. Obrigado antecipadamente
pergunta: Estou usando CNC Theremino, great como de costume, e eu fui de um controlador sem fio do Xbox usb normal que de um. tudo perfeito para uso, o único problema é a disposição das teclas é um pouco complicado de usar. não há nenhuma maneira de alterar a configuração de chave? Ele também irá mais tarde para finalmente terminar o CNC com uma bela caixa de tipo de controle industrial CNC
Para mover e mudar o tamanho das teclas deve abrir o projeto com Visual Studio 2008 e mudar o formulário principal. Mas não é uma tarefa fácil, as dimensões e as posições são todos bem coordenada de outro modo s mexe tudo, assim que a janela é redimensionada.
Eu acho que é melhor que você se acostumar a usá-lo como ele é. Afinal somos todos muito bem com este arranjo das chaves para que eu acho que é só você sabe um pouco '.
desculpar mea culpa, eu misspoke :D. Eu quis dizer o layout dos botões do controle que me permitem alguns usos que são realmente difíceis de chegar e que seria mais confortável em outros lugares (em seguida, ele depende do uso. É que ultimamente eu estou realmente usando Theremino como um quadro, e eu estou apenas fazendo o trabalho em “manual” para encontrar os alimentos certos para cantar bem a máquina
Na verdade, você tinha escrito controlador, mas eu não tinha percebido.
Eu recomendaria que você use o interior de um controlador normal e ligar os fios aos botões industriais dispostos como quiser.
Eu construí um CNC para cortar as asas de poliestireno, Neste momento, apenas a mecânica.
olhando ao redor, para internet, procurando um bom software me deparei com Theremino.
Isto parece sistema muito válido, embora na época eu confuso ideias.
Arei precisa saber o que compreende o sistema (software e hardware), para começar a entender e para iniciar e dar os primeiros passos. Os motores que eu tirei e editados são nema 17, e se possível gostaria de usá-los.
Obrigado pela informação que tenho sobre sua resposta.
Salvatore.
Como o hardware que você vai precisar de um módulo mestre e Stepper driver.
características aqui:
https://www.theremino.com/hardware/devices
https://www.theremino.com/hardware/adapters
https://www.theremino.com/hardware/outputs/motors#drivers
Você pode encontrá-los todos em thereminoshop.
Ou como motoristas de passo você também pode usar o TB6660 encontrada no eBay
Por favor note que os motores são pequenos e você vai precisar de ajustar a baixa corrente de outra forma vai esquentar para queimar.
Finalmente, você vai precisar a aplicação CNC Theremino (livre)
https://www.theremino.com/downloads/automation#cnc
E é absolutamente necessário para ler os arquivos de documentação CNC Theremino porque explica muito.
Ou você pode usar uma das aplicações para corte de poliestireno (não livre) em DevCad
http://www.devcad.com
http://www.profili2.com/ita/default.asp
Olá Livio, Ontem eu tentei a versão 4.7 CNC e notei que os movimentos do teclado com a chave “mudança” prensado não reduzem a velocidade. Isto parece acontecer depois de calibrar o eixo Z (mas eu não tenho certeza). com vers. 4.6 trabalho.
Saudações e boa obra.
Vincenzo
Na versão 4.7 Existem comandos para ajustar a velocidade JOG como uma percentagem da velocidade RÁPIDA. Você pode ajustar independentemente a velocidade JOG sem a tecla SHIFT e a tecla SHIFT. Abra o menu Opções e tem.
Há também duas velocidades fixas (não ajustável com opções) um com ALT que é muito lento e aquele com CTRL que é um passo de cada vez.
As velocidades são explicados nas instruções, na página 13, e as opções de configuração do menu estão na página 26.
É que eu verifiquei-los e tem a mesma configuração 4.6.
quando o 4.7 É a primeira partida, os movimentos com a tecla shift em conformidade com as definições e tudo está ok, mas depois de calibrar o eixo Z… obras já não… tudo é rapidamente.
Esta noite ou amanhã, vou tentar com outro PC.
Até breve
Vincenzo.
Nós conseguimos repetir, Graças a ter descoberto.
Vamos organizá-lo o mais rápido possível e publicar a versão com correção 4.8
A versão 4.8 a correção é publicada. Por favor, tente-o e deixe-nos saber se está tudo bem.
Olá Livio,
Tudo Okey. trabalho.
continuando com testes.
Obrigado.
Se você tiver baixado o 4.8 é bom que Substituir por 4.9 que inclui duas outras pequenas correcções.
Olá Livio, Eu tentei o 4.9 e tudo OK.
I proceder em pequenos passos por falta de tempo de espera para os dias para tornar-se 48 horas.
Uma pergunta: ligar o inversor com um relê ligado ao mestre para fechar a terra do pino fwd presente inversor; Agora eu gostaria de isolar este circuito do mestre usando um OptoRelè V3 (I chegou alguns dias)… como? Eletronicamente pode fechar dois contatos como um relé física?
outra pequena questão: durante um processo de testes eu tive um pensamento. E se o fuso pára…. dicas de quebra…
Existe uma maneira para interromper a CNC com a parada acidental do electro?
Obrigado.
Para a primeira pergunta que eu não entendo. O que quer dizer dois contatos? Com um relê ou relé opto pára um fio e que está ligado ao relê opto dois pinos. Se você interromper uma corrente alternada serão os dois extremos Pin (4 e 6) caso contrário, olhar para os outros dois esquemas de conexão.
Também deve ter cuidado que os relés opto não ter um monte de energia e pode queimar facilmente se você interromper o 220 potência do fuso. Você deve interromper a conexão do circuito de condução. Levaria o esquema. Se necessário, escreva para nós e me enviar o e-mail do seu eixo do projecto-piloto.
Para a pergunta dois será suficiente para levantar o estado de slot de emergência quando o fuso pára. Mas como você vai fazer para reconhecer que você está parando? No entanto, quando se pára que seja tarde demais, agora a ponta está desaparecido. Você deve entender-lo com antecedência e não parece possível.
Minha filosofia não iria complicar a máquina com segurança desnecessária (que muito quando então eles não devem servir trabalhar) mas se comprometer a garantir que as coisas importantes sempre funciona. O eixo então não deve parar, Se você suspeitar que há uma fraqueza em sua excluí-lo e fazer um milhar de testes para ter certeza de que ele funciona bem nunca pára.
Olá, Eu instalei um laser 7.5W no meu cnc e eu estava tendo algum divertimento com imgtogcode. Já vi entre as várias configurações que tem como saída o levantar e baixar o eixo z com base na escala de cinzentos. sendo, no entanto, um laser que se perguntou se era possível adicionar como uma opção para além do eixo vertical a capacidade de ajustar outro eixo / dispositivo através de comandos de m que assim permite ajustar um sinal de PWM para ajustar e, em seguida, a intensidade do laser, talvez deixando ainda a capacidade de definir o valor mínimo e máximo (para só afetam a madeira já deve segurar o máximo sob a 10% ou queimar tudo). no caso, mesmo sem alterar o programa ainda apenas uma idéia para superar este XD
Agradecemos antecipadamente a sua resposta.
O eixo Z é nada de especial. A aplicação CNC escreve um número em um slot e esse número representa uma altura, mas pode ser em torno de, portanto, também o poder de um laser. O que acontece então quando o valor de este entalhe mudanças, Depende de que tipo de Pin usa-lo eo que é eletricamente conectada ao pino mestre.
Se você estiver interessado em, sull'HAL not'll definir o PIN em relação ao eixo Z (Normalmente 5 e 6) vêm Stepper, mas você irá definir o primeiro de dois (Normalmente 5) vêm Pwm. E, finalmente, você vai usar o sinal PWM (com um circuito adequado) para ajustar a potência do laser.
Dentro do Gcode usará valores para o eixo Z de zero a mil (0 = Potência mínima, 1000 = Potência máxima) e para ajustar os limites do poder mínimo e máximo que você pode usar o aplicativo MinValue e MaxValue Pin PWM em HAL.
Este é um exemplo da flexibilidade dada pelo nosso sistema de comunicação baseado no entalhe. Usando bem Slots também pode construir mecanismos mais complexos deste. Por exemplo, você pode filtrar os sinais com os filtros de aplicativo, ou adicioná-los, multiplicar, subtrair ou fazer a AND e OR com a aplicação ou Theremino Script Automação… Mas não embarcar em mecanismos que usam múltiplas aplicações, se você não sabe o sistema perfeitamente Theremino e todas as suas possibilidades: Como construir pastas com muitas aplicações, como fazê-los funcionar simultaneamente com startall, como fechá-las com o ajudante eo botão do meio do mouse… etc…
Eu só, Eu não tinha pensado :D. Obrigado 1000 ajuda
Também fazendo seu método I enfrentou um grande problema. fazê-lo em gcode sempre que o eixo z é o programa deve mover o “esperado” com o laser e também usando o slot 11 O que “ativador” de vê-lo como um cortador a laser não desligar na fase crescente. não há nenhuma maneira de dizer que o motor do eixo Z se move instantaneamente para o novo valor sem esperar(um tipo de olhar em frente desativada, mas apenas para o eixo em questão)?
Droga você está certo, Eu não tinha pensado. Acho que devemos mudar Theremino CNC para torná-lo fazer isso e é muito difícil.
Você poderia usar outra saída? Por exemplo, a ranhura 12 que é ajustável com o comando S (Velocidade)?
ok, então eu tento alimentar o gcode a um excel macro e ver o que sai :D então eu sei
Está bem. Eu resolvi através da criação do arquivo eo gcode no Inkscape e eu também rispolto o problema do ponto focal fixa. Agora eu uso PWM sobre a velocidade do motor e parece estar bem
Em seguida, Se eu entendi corretamente, você ainda pode usar o eixo Z para mover o laser e foco. Excelente solução e, graças a ter compartilhado, por isso também pode servir outra.
Obrigado muito por ter tido a paciência para seguir várias estradas. Mudar o eixo Z, desde que era possível, que iria atrapalhar todo o mecanismo das rotas em cinco tamanhos.
Eu não sou um diretor (embora eu adoraria) eo tempo é sempre muito curto, no entanto, eu finalmente consegui postar um vídeo modesta da minha máquina de trituração controlada Theremino.
https://youtu.be/fpQT5wmoB4o
Antes do fim do mundo vai tentar publicar mais, Também de Impresso Principalmente eu usar CNC trabalhar madeira, sempre controlado por Theremino.
Marco
Alexander enviou-nos este testemunho:
Eu conheci Theremino sistema Electroyou (onde eu escrever um artigo ocasional) e exploração site me levou a Theremino CNC me forçou a tirar o pó alguns componentes mecânicos (ainda comprado com liras!!!!) um antigo projeto para a construção de uma fresadora CNC 3 ACEs.
Eu comprei um MasterDil e o escudo do motorista A4988 montado no Ebay e todos os componentes eletrônicos, conforme as instruções do manual mais alguns personalização. Tudo funcionou no início, e agora vou estudar as várias aplicações CAD / CAM para gerar o G-CODE.
Preparei o CNC também para montar uma cabeça de laser no lugar do fuso para gravura painéis de alumínio (anodizado) do quadro eléctrico.
Eu escrevi este e-mail para compartilhar minha experiência, Estou muito satisfeito, mas acima de tudo agradecer a todos os funcionários Theremino para o trabalho e as idéias postadas no site. Talvez meu testemunho vai ajudar os outros a embarcar em uma construção semelhante que definitivamente dá muita satisfação.
Saudações.
Boa noite Livio, Entre os inúmeros testes realizados com a mesma CNC ocasionalmente trava com a mensagem “parar de fim de curso”. Eu percebo que você precisa de dados para entender o que acontece, mas eu estou falando de uma tentativa de usar um moinho de bolas com dois de corte 14 mm de diâmetro de Tanganyika noz. mesmo com picadeiro 1 milímetro a baixa velocidade, depois 10 mm falhas de corte curvo.
A unidade de vácuo não pára e nunca executa com precisão qualquer movimento em rápida até 2000 mm / m e acc.max 150. Os motores são accionados com cerca de 3 Nm 1 amperes e dvr8825. Você seria gentil o suficiente para me dizer o que acontece?
Saudações
Vincenzo
Existem várias possibilidades:
1) Interruptor que realmente são tocados.
2) Um interruptor defeituoso que com as vibrações é um mau contato.
3) fiação inadequada com os fios de alimentação (motores e muito mais) que passam paralelo e mais próximo dos fios do interruptor e perturbá-los.
4) Fiação das massas errado que transfere forte interferência de conexões de energia para os fios de sinal.
Por pontos 3 e 4 seria bom para ler a página 46 das instruções, possivelmente adicionar dois resistores (perto do mestre) e, precisamente em casos de doenças exageradas, Adicionar um capacitor de 100 nF tra sinal e GND.
As explicações sobre o moinho de bolas são de pouca utilidade para entender o que acontece. O que é necessário é saber o que acontece depois. Ou seja, se o estado de “limite” continua mesmo após (em seguida, um defeito mecânico ou electromecânico) ou se era uma perturbação momentânea (em seguida, os pulsos de interferência que chegam dos cabos de potência nos instantes de comutação ou durante sinais motores).
Os resistores já estão instalados porque sem os passos de máquina perdido.
Verifique também a separação em massa.
No entanto, a desactivação das chaves fim de curso não é interrompido… assim parece.
Pergunta: poderia servir para conectar o micro com cabos blindados?
Saudações
Vincenzo.
Ainda não respondeu se o estado continua mesmo após o limite ou se era uma perturbação momentânea.
Se se trata de distúrbios e se os cabos de alimentação correm lado a lado com os dos sinais, em seguida, os cabos blindados pode resolver o problema. Mas também poderia resolver um capacitor simples entre sinal e GND (depois os resistores, depois à direita na entrada do Mestre).
Você pode observar o sinal que chega ao slot de limite com o osciloscópio HAL ou melhor ainda com SignalScope. e, em seguida,, ligar e desligar motores repetidamente e fusiformes, enquanto observa o sinal, a identificar o que causa transtornos.
Olá Livio, o status do limite ocorre em maior e é definitivamente um esforço desordem. Um clique no batente e restaura todos. Se inativa a máquina micro funciona bem. Vou tentar instalar o condensador. Também verificar com o osciloscópio.
você atualizar.
Obrigado
Vincenzo
Se o distúrbio é curto (por exemplo, uma corrente extra devido à indutância dos motores) em seguida, o condensador irá eliminar completamente o.
Olá Livio, Eu instalei capacitores e controlado “alcance do sinal”, agora o problema é eliminado.
Muito Obrigado.
P. S. esqueceu, de vez em quando eu me sinto um movimento rápido de algum motor após pressionar o botão pare máquina-stop.
I tentar descobrir quando ocorre.
Até breve
Vincenzo
Passo das paradas do motor da máquina são, definitivamente, devido ao ruído nos sinais que vão para os motoristas.
I aconteceu toda vez que eu liguei o neon e eu tive que refazer o aterramento e também colocar um filtro no 220.
Se houver laços de terra e fiação imprecisa também uma geladeira que liga e desliga pode ser tomar medidas para motores.
Olá
Livio
Oi, agradecer Theremino pode operar com segurança uma pequena CNC auto-construção. No software vejo que há opções para controle de temperatura em uma impressora 3D. Por conseguinte, concluo que possam ser utilizados cnc Theremino também para controlar uma impressora 3D. I saber se o gestão dos eixos é o mesmo e, em particular, do motor que controla o avanço do fio. Também eu posso fazer sem controles de temperatura?.
Obrigado
Andrea
É a gestão dos eixos é o mesmo.
Para avançar utilizando um eixo e especificar o que fazer em GCode.
Você pode definitivamente fazer sem controles (e mão ajustar palpite).
O especialista nestas coisas é a Lello thereminoshop local, entrar em contato com ele e você vai ajudar a melhor.
lello@thereminoshop.com
Olá, Estou Mirko e eu recentemente fez uma nova mecânica que utiliza como princípio CoreXY a manipulação de um laser. Eu queria usá-lo para fazer incisões e criar PCB gravura uma camada de tinta sobre uma base de cobre. Eu queria perguntar se era possível para implementar a cinemática deste mecanismo em cnc Theremino ou se eu tenho que mudar os parâmetros contidos no cada vez mais Module_Vectors.vb Theremino cnc
Mostrar a cinemática da máquina em gráficos CNC Theremino janela é impossível (ou exigir um trabalho de longo). Mas se o GCode é certo Theremino CNC irá executar qualquer máquina, independentemente da forma como é construído.
Prepare o GCode direita (e, portanto, sabe particularidades geométricas da máquina) CAM é uma tarefa relevante, não CNC.
O CNC é um executor simples de linhas Gcode e não precisa saber como a máquina é feita.
Olá, Eu pergunto se há um guia para as ligações a ser feita entre Mestre e CncShieldV3,
Até o momento, estou usando arduino x cncshild acoplado a controlar um cnc 3assi autocostruita, depois de descobrir Mestre e vendo o programa de gerenciamento de mestre cnc ,Eu não hesite em comprar um mestre para substituí-lo com Arduino, possui comandos que grbl controll-los se os sonhos. Parabéns x il.lavoro que você faz , e x as excelentes explicações dadas no site.
Vejo vocês em breve giuseppe
Nesta página você pode encontrar documentação sobre o Escudo V3 CNC:
https://www.theremino.com/hardware/outputs/motors#controllers
explicações detalhadas sobre o slot e o pino está na documentação do CNC Theremino que você download a partir desta página:
https://www.theremino.com/downloads/automation#cnc
Oi, Hoje veio o mestre ,ligado a cncsheld ,tt parâmetros ajustados e affemo QUE é lindo,com o programa tem um infinito de movimentos que eu tive com Arduino.
A única coisa que eu gostaria de saber se você não pode manter os motores de tensão até o lançamento do gcode, Vou explicar, Eu montado na barra de reboque de IMPO x transportar os eixos manualmente, mas agora também no momento em que o poder de fazer mais motoristas não pode movê-los. você pode resolver e como??
Outra conveniência teria sido se o percurso juntamente com o gcode visuais não teria sido o máximo medição das dimensões globais do plano de trabalho dos eixos x-y. Para começar a voar uma idéia do trabalho que você está fazendo.
Obrigado antecipadamente. Joseph
para mover manualmente, você pode usar a função dos motores permitem Theremino cnc (Você também deve ligar a ativar a saída do mestre para o motorista e depois olhar no canto superior direito cnc Theremino). Para as medidas não poderia dizer que eu estou indo para o olho deve pedir para especialistas aqui :D
motores permitindo
Não é possível dar ou remover a energia para os motores passo a passo por meio do PASSO e sinais DIR. Então você deve fazer como ele diz Mirco.
Você deve usar a entrada do controlador do motor ATIVAR e conecte-o à saída Mestre Pin configurado como Digout. Em seguida, você precisa associar este pino a uma das slot da aplicação CNC saída.
O slot pode ser usado para permitir que os motores poderiam ser 23 ou o 24, ou ainda mais se o seu Gcode dos comandos corretos. Você pode facilmente experimentar diferentes ranhuras e determinar qual irá funcionar melhor. A tabela completa de todos os slots utilizáveis está na página 42 as instruções de aplicação do CNC.
Workspace
Sinto muito, mas você não pode adicionar. A aplicação CNC é deliberadamente minimalista e funciona com apenas um conjunto de coordenadas, isto é, somente as coordenadas relativas do ponto de reinicialização e início do processamento.
Ao aplicar o conceito de ThereminoCNC “coordenadas da máquina” há apenas. Por isso, é impossível adicionar o espaço de trabalho a menos que modificar significativamente o software.
Talvez um dia alguém vai levar meses para pensar sobre essa possibilidade, mas esperamos também.
Com o tempo você se acostuma a trabalhar em relativa e de certa forma é ainda melhor. Não delegar as funções de controle da máquina e, em seguida, você compra um sentimento melhor do que você faz. Em outras palavras, você se acostumar para medir como você faria com um torno mecânico, ou um cortador manual com folhetos. e, em seguida,, com experiência, Eles acabam fazendo menos erros do que aqueles que fazem apenas sobre a confiança do carro.
Oi, Meu nome é Francesco , Eu sou um ferreiro em Palermo, agradecer Hobbild Eu vim para você.
Eu tenho um Artcam auto-construído CNC e manual e Mack3, tudo vai LISCO, uma pessoa un po’ grande era me pede para fazer uma pequena placas CNC de madeira compensada 3 várias medidas ( 30cm , 35 e 38 cm)
e ele quer tudo para funcionar com uma chave USB em que os arquivos tenham sido previamente carregado
toque. como você pode’ ajudar a operar o CNC sem o PC e selecionar as medidas e dar início à máquina? Obrigado pela sua atenção e talvez eu estou esperando por uma resposta ” factível”. Francesco.
cnc sem um PC , com chave USB carregado arquivo de realizar e pode?
O sistema Theremino é uma saída de entrada PC, -lo sem um PC que não faz nada.
Para PC-realizações deve usar Arduino.
Se você decidir ir por esse caminho que você não vai usar qualquer um dos nossos aplicações simples. Então, para evitar confusão elimina totalmente tudo o que está escrito em nosso site (às vezes talk Arduino mas sempre como PC IN-OUT e, em seguida, mesmo nesses casos, o PC é essencial).
Portanto, você deve pesquisar na internet para saber como lidar com Arduino, Existem milhares de sites que falam sobre isso, demais, difícil a sua orientação.