
Recommandations pour les machines de commande numérique par ordinateur
Si vous avez besoin de conseils sur les moteurs de recherche à utiliser, composants mécaniques ou comment les assembler et les acheter, S’il vous plaît contacter Fabio di Arezzo qui, ces dernières années, a recueilli beaucoup d’expérience sur CNC de fraisage et de machines à graver laser.
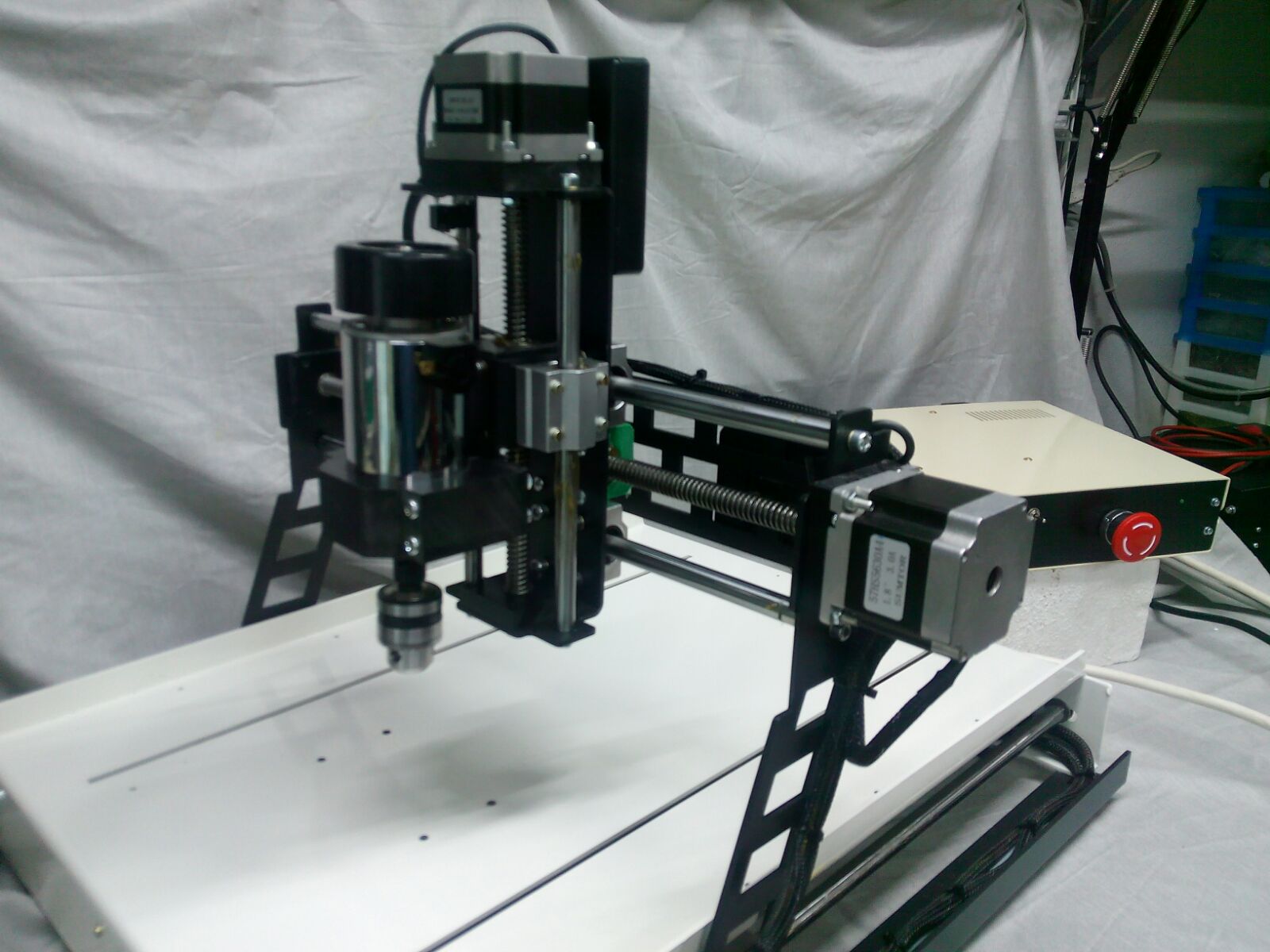
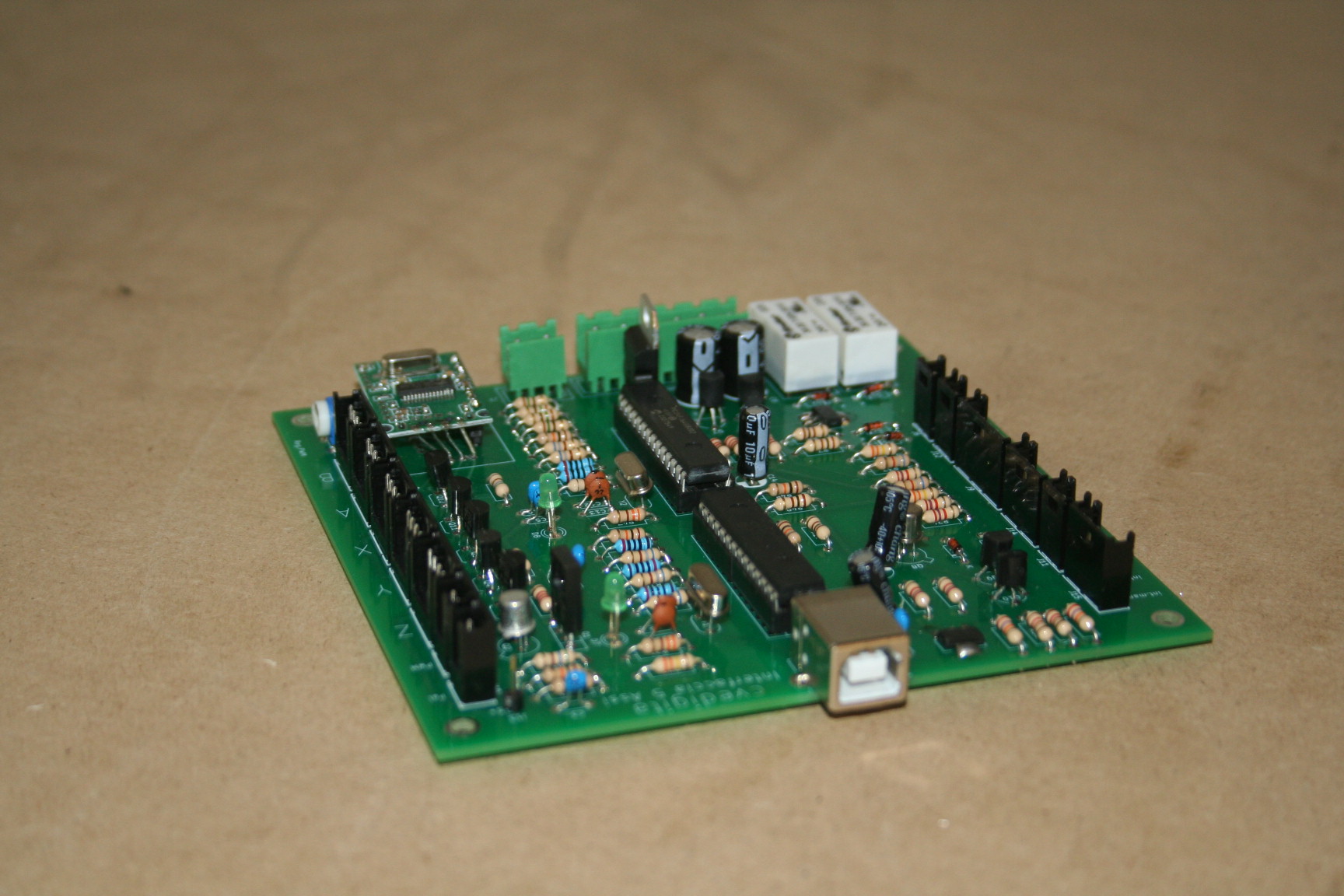
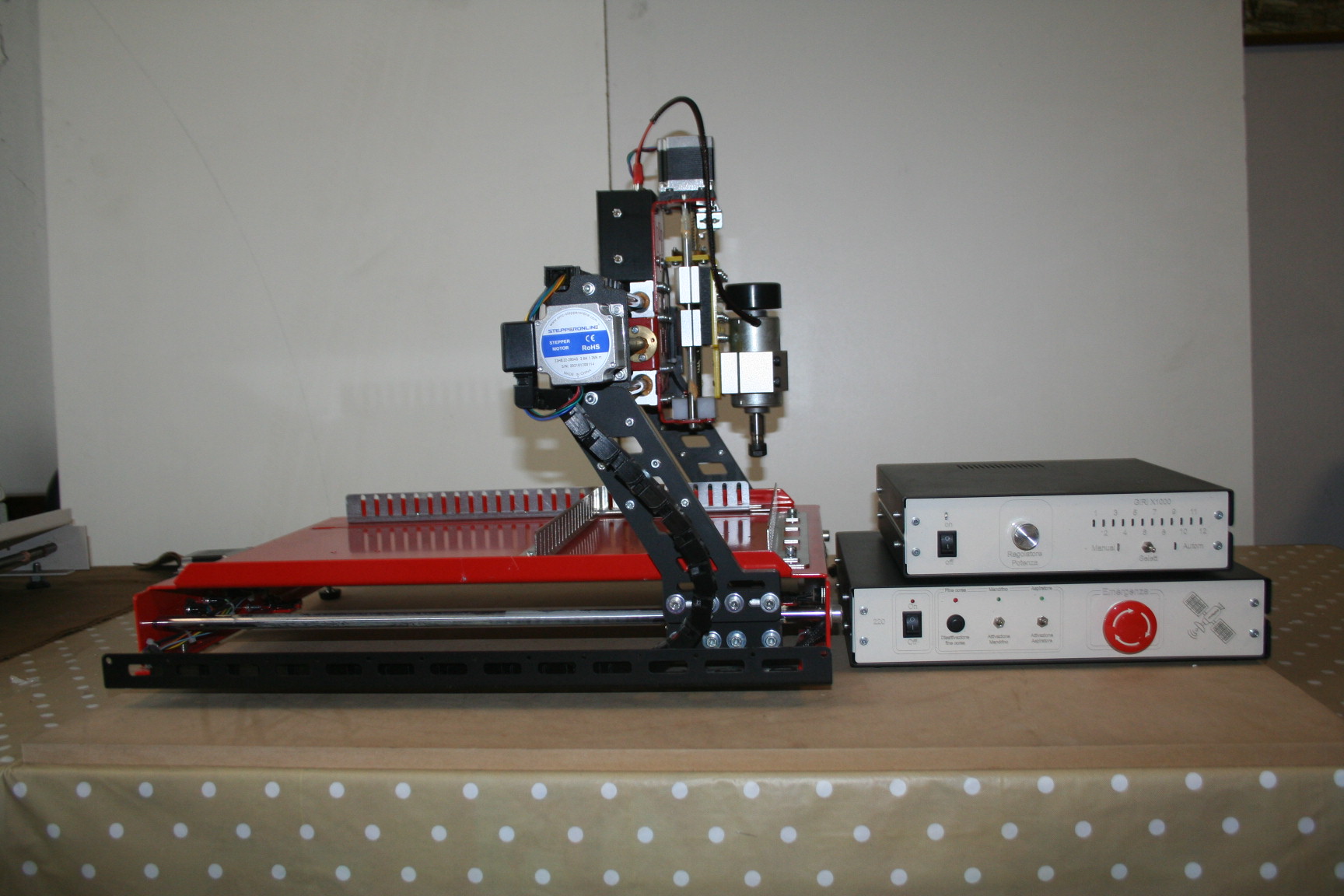
En images à venir, vous pouvez voir quelques-unes de ses réalisations. En cliquant sur les images deviennent de plus et vous pouvez remarquer que sont les machines combinées, c'est-à-dire que vous pouvez monter soit un laser qui le burin.


Écrire à Fabio pour obtenir des recommandations, Acheter ensemble de composants ou de vous faire obtenir de lui des kits de composants. Ou vous pourriez même d’accord construire des pièces ou machines complètes.
Fabio di Arezzo – Civitella in Val di Chiana (AR) – Fabio.cve31@gmail.com
J’ajoute ici quelques nouvelles images qu’il nous a envoyées dans le 2024 ainsi qu’un manuel PDF

Radar et des bras robotisés

Il s'agit de la première sonar das Riboni, l ’ application ThereminoRadar est née de ce prototype. Nous remercions Mauro, nous tenir impliqués et d'insister, jusqu'à faire fonctionner.
Télécharger ThereminoRadar ici: /téléchargements/automation * radar et informations sur les capteurs ici: /# matériel/entrées/sondes usound
– – – – – – –

Mauro Radan est également expérimenter avec différentes versions de pinces parallèles. Ses mécaniciens sont très bien conçus. Il s'agit d'une version avec servo haute puissance. Ces servos ne conviennent pas à écrire à cause de leur bande morte, idéal pour les attraper et de soulever des objets, mais sont. Les deux servo à la base et la construction très robuste, assez lourd à soulever des objets.
– – – – – – –

Un des premiers prototypes de ThereminoArm. Cette version a toujours été un maître et un esclave, parce que le premier maître n'a pas eu de PIN configurable. Maintenant vous faites tout avec juste le maître et avancer même deux broches. Avril ’ mise à jour 2017: le nouveau firmware du maître, augmente le nombre de broches à 6 dans 12, alors maintenant qu’ils avancent à huit broches pour usages généraux. Nouveau firmware peut également conduire les moteurs pas à pas.
Vous pouvez ensuite créer des bras de robot très précis à l’aide de petits moteurs et des ceintures. Je recommande d’utiliser un rapport de démultiplication très élevé, au moins cinq mois, mais mieux si vous parvenez à réunir jusqu'à dix. De cette façon la 200 pas par tour deviendra 2000 pas à la révolution et vous peuvent obtenir une précision de 0.7 mm avec demi-mètre de longs bras. Précision qui passera à environ un dixième de mm et surtout à l’aide de la microstep.
– – – – – – –
Un Robot n'est pas nécessairement un bras articulé. Avec un peu’ fantaisie, Vous pouvez composer des machines simples et efficaces.

Un robot “d'enseignement” construits par les étudiants de l'Institut ’, C. de Corniglio
Proposition de l'Institut, motivation i.c. Corniglio est: “…Rejoignez le monde numérique avec le monde réel et le béton” et c'est précisément pourquoi est né le système Theremino. Un Merci chaleureux pour votre recherche!
Croquis et Firmware
Beaucoup après avoir appris le langage Arduino croquis, ils ont écrit qu'ils aimeraient l'utiliser, pour Theremino. Malheureusement l'esquisse de la langue a été pensé, Seuls les processeurs dell ’ Arduino et il transplanter sur autre “micro”, allait devenir si différent, perdre toute possibilité, Programmes d'échange entre les deux.
Notre programmation PIC en C ou C++, en utilisant les compilateurs standard et un IDE, Nous utilisons GNU Compiler, Il est Open Source.
En ce qui concerne l'immense popularité de l'Arduino, Il peut nous faire ressembler “plusieurs”, en fait tout le contraire est vrai, Arduino utilise une langue non standard, fait spécialement pour Arduino et valable seulement pour Arduino.
Sketches ne sont pas des émissions de vrai firmware, mais une simple programmation, qui cache tout le “grandes lignes”. L'esquisse, l ’ l'efficacité est la capacité à manœuvrer, ne se limitent.
En plus d'un croquis de déformation didactique, vous apprendre à utiliser une abstraction du micro, au lieu de la micro lui-même. Pour apprendre à utiliser un micro, Vous devriez considérer la fiche technique du fabricant, pas les instructions de l'Arduino.
Cela étant dit, Heureusement, le microprogramme système Theremino, ne nécessite aucune programmation. Nous sommes en 20xx et censément l’InOut un PC, ainsi que le firmware d'un téléphone mobile, ou une machine à laver, travaillent. “Comment sont”, sans avoir à re-programmer chaque fois, Selon que vous souhaitez laver des chemises, ou bleu jeans.
Déplacement du point de vue
Le déplacement du point de vue, entre Arduino et Theremino est en fait, déplacer le ’ intelligence du firmware pour le logiciel. Ce changement multiplie par mille la vitesse disponible, la puissance de calcul, la mémoire, et la facilité de programmation.
Pour cette approche, Vous devez être connecté en permanence à un PC (ou un NetBook, une eeeBox, une tablette, un PC embarqué ou un Pi de framboise, comme il est expliqué ici: applications/autonomes-blog #standalone, et ici aussi: ordinateurs téléchargements/notes sur logiciel / #)
Nombreux appareils, tels que les imprimantes, moniteurs et les souris, ils sont constamment connectés à l'ordinateur et tout ce qu'ils trouvent “normal”. Pourtant, beaucoup de gens pensent qu'une “appareil”, comme un bras robotisé, ou une imprimante 3D, doit être autonome, et probablement un tas…
Intelligence et bras robotiques
Nous faisons l ’ exemple, boîtier de la montre, un “bras robotisé”. De nombreux fabricants de bras robotiques Arduinici, ils ont réalisé que leurs bras “alimenté par piles autonome”, en fin de compte, il fait toujours la même chose. Ce qu'il est manquant? Communication et logiciel, algorithmes puissants qui tiennent à touchent des données 3D, avec le monde extérieur, capteurs, Webcams, microphones, comprendre le GCode, et communiquer avec d'autres applications, en temps réel.
Micro ne sont pas conçus pour gérer les fichiers 3D, ou décoder les signaux audio, n'ont pas une alimentation adéquate, pour lire des fichiers midi, ou décoder la vidéo d'une WebCam. Et même si elles sont forcées de le faire, le tourteau. Dit avec d'autres mots: “L'endroit approprié pour le cerveau, Il n'est pas proche des muscles”
Une autre raison, cela le rend très intelligent, Branchez fermement les bras et les imprimantes 3D sur votre PC, est que vous devez leur fournir du courant. Lorsque vous dépassez le jouet de phase, besoins de puissance, deviennent trop lourds, pour les batteries.
Comment sont les bras robotiques professionnelles ?
- Avoir de gros câbles, qui comportent des données et l'alimentation.
- Communiquer en permanence avec un ordinateur de supervision.
- Contenir seulement le firmware, algorithmes intelligents, ils sont tous sur PC.

Cliquez sur l'image, pour un meilleur look.
Quelle langue utiliser?
Une fois que vous avez décidé de passer la ’ intelligence, depuis le firmware d'un langage de haut niveau, Quel est le meilleur langage pour apprendre?
Voici une question de goût, Certains disent que n'existe que sur le C++, et traiter avec mépris, toutes les autres langues.
Autres, comme nous, pense que C++ est un langage plus âgé, Cela nécessite beaucoup plus de temps et d'énergie, ces dernières langues. Et ils pensent aussi que C++ et similaires (C, Java et toutes les langues avec le point-virgule pour chaque ligne) langages formels sont mal structurées et mal, qui vous invitent à écrire, afin “sale” et confus. Dans ces langues, vous pouvez écrire, choses acceptables par le compilateur, mais absolument illisible, pour l'homme.
Nous préférons plus structurés langues, Cela aide à bien écrire, et pour minimiser les erreurs. Ce processus de distanciation progressive, de langage machine, est en cours pour cinquante ans ’ ans et avec chaque nouvelle étape, c ’ est quelqu'un qui se plaint et se plaint les vieilles langues. Mais le processus se poursuivra, et finalement, nous allons arriver à programmer, dans le langage humain. Le langage humain est actuellement VbNet.
Comme les langues vivantes (VBNET et C#), ils ont une puissance et une vitesse impressionnante, parce que leurs fonctions de base, ne sont pas réécrits chaque fois à partir de zéro, mais sont au contraire prêts en “Moment de l'exécution” et écrite avec des algorithmes optimisés, et adaptée au système d'exploitation.
Un deuxième avantage des langues vivantes, doit être indépendant du système d'exploitation. Une application écrite en C# ou Visual Basic, s'exécute sans changer une virgule même sur Mac, Linux et Unix. (Ceci en théorie… dans la pratique seulement sur Windows fonctionne très bien, Alors que sur d'autres systèmes d'exploitation, les implémentations sont incomplètes et pleine d'erreurs)
En conclusion nous Nous vous suggérons d'utiliser VbNet ou C# (très semblables les uns aux autres) Presque toutes les applications, Système Theremino, sont écrits en VbNet, parce que nous jugeons plus “Humaine”, mais vous pouvez facilement passer d'une langue de tous les ’ plus, à l'aide de SharpDevelop à traduire.
Pour installer les outils de développement, lire ici: instruments de téléchargements/notes sur logiciel / #
Bonjour livio , J’ai adapté une nouvelle broche electro-ma cnc autodestructeur avec son petits revers qui a n un pwm signal ayant les caractéristiques suivantes: 3, interface Terminal MACH3 prend en charge le signal de commande de vitesse PWM à l’extérieur de, exigences d’entrée externes PWM: VPP de niveau 3.5-12V, fréquence 1 k - 10 kHz, commande de vitesse de broche pour MACH3, (Remarque vous devez déconnecter le potentiomètre de signal PWM XH2 contrôle externe Thorn. 54-3P est efficace ou ne peut pas être contrôlé).
J’ai essayé de configurer par les jambes du livre 11 E12, mais je ne peut pas faire fonctionner automatiquement . de la salle de je ne sais pas quel genre de jambe je rentre, Si gentiment, vous pouvez
Aide pour les différentes opérations de configuration écrit spécifiquement ka x. Merci Joseph
Onduleur a deux jambes et l’autre qui dit pwm gnd
Il faut raccorder les deux GND ce SIGNAL
Le NIP que vous permet d’obtenir le signal va configuré comme FastPwm
Il convient de prévoir la fréquence des FastPwm de 1 KHz à 10 KHz (Réglez-le sur 2 KHz)
Ensuite vous devez appuyer sur le bouton “Cycle d’utilisation de fente”
Et vous devez définir le bon logement.
Si vous ne pouvez pas m’écrire à génie à signe theremino dot com et nous entendrons par téléphone.
Salut
Livio
Ami peut me aider à obtenir ce signal comme mon chauffeur fonctionne à 2 kHz 20 pour commander la broche de mach 3.
La fréquence définie à 2 khz
Pour lire le reste des instructions d'application HAL et CNC.
Si ami Merci de répondre à ce qui se passe est-ce que j'ai un peu ancien pilote est appelé (CNC INTERFACE CONSEIL ST-V3)qui ne vient pas avec la sortie MLI 0 dans 10 seul connecteur de relais V u v w de l'inverseur de la broche donc momentanément à résoudre cet accident et contrôler ma broche effectue un circuit avec un 555 et un pont où le pont h h travaille 2kiloherz à 20kilohez pour velocidad.Lo maximale me intéresse est maintenant d'envoyer ce signal non par le 555 Mais envoyez-moi Potentiometer le Mach3 ou savoir que les broches sont utilisés pour recevoir ce signal, je l'espère, vous pouvez me guider merci.
Difficile à comprendre…
L'application CNC que vous utilisez est Mach3 ?
Dans ce cas, les signaux viennent du port parallèle du PC et qui utilisent PIN est écrit dans le manuel Mach3.
Nous n'utilisons aide Mach3 et nous ne savons pas les détails.
Bonsoir, mon nom est Joseph pendant un certain temps maintenant, j’ai tremper avec une petite maison cnc. Je voulais raconter mon expérience concernant le capitaine de theremino et de son logiciel theremino cnc.
Avant d’entrer dans le monde de theremino j’ai volé mon cnc avec Arduino et son logiciel de contrôleur de début respectives, cool le voir travailler, le problème s’est posé quand j’ai dû suspendre le travail, ajuster certains paramètres de réglage pour les axes x, y, z, pour redémarrer la pièce d’un point à mon propre rythme, tout cela n’était pas possible et c’est pourquoi j’ai confiance à la chance qui fonctionnent très bien, mais il m’est arrivé de refaire le même travail plus d’une fois, n’étant ne pas en mesure de réparer la voiture en cours…
Enfin, avec la découverte de theremino, j’ai corrigé ce qui n’était pas possible avec Arduino, maintenant lire machine de travail avec theremino, en plus d’être un endroit frais, est une sécurité au travail ne font pas une deuxième fois. Theremino CNC est un logiciel de contrôle formidable, Il n’y a rien que vous ne pouvez pas faire, en ajustant les paramètres des axes respectifs, la vitesse de broche, au début de l’outil à partir d’un point particulier et bien plus encore… et la chose la plus importante a été la disponibilité pour configurer les paramètres de droite avec le personnel de theremino, qui a donné la disponibilité par téléphone x un certain nombre d’ajustements concernant la perte de distance, causé par la mise à la terre et d’autres, Un autre Merci pour votre travail.
Bonjour Livio, Enfin, dans quelques jours, je vais avoir les plaques en aluminium pour montage en permanence le CNC.
Je pourrais utiliser quelques conseils, avant l’assemblage final, pour vérifier exactement ce qui crée une perte progressive des étapes en Z.
Une question: Mais un G-code peut affecter les performances et la précision d’une CNC?
Me demande pourquoi le défaut se produit même lorsque vous coupez l’air.
J’ai ajouter… pour tester j’ai utilisée Automation en créant une petite boucle pour générer le mouvement sur les trois axes pour finir de prendre une mesure de l’axe Z du micromètre et recommencer. Après un cours de 40 minutes tout en accéléré, (Je ne sais pas combien des dizaines de mesures effectuées, mais je pense que 70 ou plus) la trotteuse du micromètre était toujours dans la même position.
Je pense que même si maintenant il y a des grosses erreurs est les bois mécanique CNC, mais peu à peu perdre en Z semble étrange.
Cependant court, ne, ne fonctionnent pas et encore une fois le câblage correct.
Merci et à bientôt.
Vincenzo
Avez-vous utilisé Theremino automatisation toujours avec maître sorties sont configurées avec les Steppers vrais?
Si vous l’avez fait, et il y a perte de distance puis signaux étape et DIR et le pilote n’a pas des problèmes. Ni ThereminoCNC peut avoir, parce qu’il passe des fentes et si la fente est à zéro, la pointe doit être où il était au début.
Votre seule option est une perte de distance due à trop grande vitesse et/ou accélération mais encore plus près aux vibrations. Augmente de micro-pas pour diminuer les vibrations et, Si possible, interponi une courroie crantée en caoutchouc, de découpler le moteur de la foule qu’il contrôle.
Et bien sûr faire de nombreux essais jusqu'à ce que vous trouver ce que c’est.
Oui, avec la configuration que pas à pas.
Je vais essayer d’augmenter les micro-pas à 1/8 pour voir la tendance.
dans 1/4 est un peu saccadée. Dans XY est d’une précision impressionnante. J’ai partagé le sou.
A bientôt.. Merci.
juste s’apprête à publier des photos et vidéos.
Salut,
J’ai récemment découvert le système Theremino
et je me hasarde à construire mon premier CNC.
J’ai besoin d’un axe manuel avec une ligne magnétique ou optique
pour contrôler sa position.
Vous pouvez le lier à Theremino?
Si vous pouvez, Vous pouvez également stocker les coordonnées d’un point donné?
Theremino CNC est une application simple. Vous pouvez seulement faire ce qu’il fait. Et ce que cela fait est écrit dans le fichier d’instructions.
Je vous suggère de que regarder cela attentivement dans emplacements qui sont un peu la page’ un index de tout ce que vous pouvez faire.
Ne fonctionne pas Theremino CNC avec nouvelles fonctions autres devient finalement un gâchis comme autres applications similaires qui ne peut utiliser.
Si ce n’est pas assez que vous devez passer à Theremino CNC Mach3 et…. Meilleurs voeux.
J’ai allumé le CNC et tout est OK.
Je ne peux pas juste déplacer sans gcode.
Par exemple: aller et touchez manuellement un mur déjà blanchi,Ce que je presse?
CTRL + flèches déplace mais 0.01 à la fois
Il y a un bouton qui fait’ Déplacez votre CNC jusqu'à ce que vous appuyez sur?
Si vous utilisez les flèches de se déplacer avec vitesse “Jog vitesse normale”
Si vous utilisez les flèches + Vitesse de déplacement de Maj “Vitesse de jogging avec SHIFT”
Si vous utilisez les flèches + Seule étape CTRL se déplacent d’un dixième de millimètre.
Les taux fixés dans le menu “Options”. La gamme de réglages de 1 dans 100 et sont des pourcentages de vitesse “Rapide” qui, ATTENTION, ne doit jamais être supérieur au paramètre MaxSpeed dans application HAL.
Dans tous les cas, vous devez d’abord cliquer dans la fenêtre où vous voyez la transformation pour permettre les mouvements avec clavier.
Bonjour Livio, J’ai une CNC contrôlée par Theremino d’usinage CNC amende,
Vous pouvez faire des enregistrements parfait, Je voudrais améliorer l’axe de Z de contrôle de profondeur pour compenser des sols dénivelés, il prévoit et PCB,
J’ai découvert qu’il y a un programme appelé “Autoleveller terme” qui sonde la surface du circuit imprimé et calcule la différence de la planéité de corriger automatiquement la profondeur de la gravure, pour ce faire requiert le stockage de valeurs de l’axe Z de divers points de sondage PCB que le programme s’exécute ,maintenant la question que vous posez est: ne serait-il pas possible de stocker ces valeurs avec Theremino CNC par leur extraction ou leur stockage sur un fichier mbetbo ?
Je vous remercie à l’avance et félicitations pour l’excellent travail de Theremino.
Franco
Non, Il n’est pas possible.
Theremino CNC est une application simple et sera simple.
Si nous commençons à compliquer il devient une ébauche de Mach3 et LinuxCNC, que presque personne ne peut utiliser.
Great Post. ce blog contient des choses vraiment intéressantes sur la robotique et des Machines à commande numérique. Article très intéressant. J’ai beaucoup appris. Très facile à comprendre. Merci pour le partage de cet article.
Bonjour à tous et félicitations pour votre projet.
Il y a longtemps j’avais réuni une machine CNC à trois axes (Meuble fait main) piloté par une carte de contrôle Mach3 chinois mais j’ai eu beaucoup de satisfaction. J’ai alors décidé de mettre à niveau tout à Theremino.
J’ai acheté le MasterDIL V4, les pilotes DRV8825 et, comme l’avait suggéré dans la section matériel, un CncShieldV3.
Je vous demande, n’ayant ne pas trouvé, une description des connexions à faire entre la MasterDIL et la carte de conducteur pour conduire correctement les trois pilotes sans risquer de les envoyer vers le haut dans la fumée.
Merci d’avance et félicitations pour votre projet
Antonio
Les liens entre le maître et DriverBoard sont simples:
– GND GND maître du Conseil pilote
– 5V à 5 v maître du Conseil pilote
– SIGNAL du maître à le DIR ou des membres du pilote
Cependant, les liens entre la MasterDIL et la carte de conducteur guère “ils envoient en fumée”. Le danger est de tous les moteurs de côté, trimmer de réglage, chargeur… il ne dois pas manquer quoi que ce soit. Et attention que le bouclier CNC doit également être activé.
Lire toutes les suggestions sur cette page, Vous y trouverez des photos en bonne résolution de CncShield qui peut-être aider pour liens.
https://www.theremino.com/hardware/outputs/motors
Merci pour les conseils.
Si j’ai des doutes et que pas beaucoup du mal à vous demander encore quelques conseils.
Merci encore.
Bonjour Livio, le problème pour lequel j’ai besoin d’aide courtois est sur la façon de connecter une broche d’une petite CNC2018 l’électronique de commande qui se compose d’un maître unité et Theremino StepperDriver et, Par conséquent, Comment dois-je configurer mon logiciel Hal et Theremino CNC.
La broche ELEMANDER11 est livré avec transformateur propre équipé avec pont de diodes et avec ces specs:
Broche électrique:
– Bloc d'alimentation: De 12 VDC à 48 VDC
– Vitesse de rotation (tours / minute): 12 VDC – 3.000 / 24 VDC – 6.000 / 36 VDC – 9.000 / 48 VDC – 12.000
– Puissance: 300 Watts
– Couple: 230 N·m
– Résistance d’isolement: > 2 MOhm
– Rigidité diélectrique: 400 volts
Transformateur 50 VA:
– entrée: 220 ACC
– sortie: 36 ACC
Pont de diodes:
– 1.000 V – 10 Dans
Dans la documentation, je ne pouvais pas trouver quoi que ce soit, J’aurais probablement pu être précipitée, mais de ce que je peux comprendre des caractéristiques de la StepperDriver ne doit pas être possible de le faire sans un relais pour contrôler l’ELECTROBROCHE.
Je m’excuse pour la possible naïveté de ce qui a été dit, mais peu de temps s’est écoulé depuis que j’ai commencé “Clausse” CNC et l’électronique.
Merci Livio depuis le temps vous souhaitez consacrer à ma demande et compliments pour la passion que tous vous Theremino mettre dans les nombreux projets développés, ne tirez jamais sur la comparaison et le soutien de ceux qui ont recours à votre aide.
Fabrizio
Vous pouvez utiliser un relais mécaniques ou un Optotriacs, le relais mécaniques fonctionnera à coup sûr sans problèmes mais peut avoir une durée de vie plus courte (jamais l’esprit peu coûteuses et après des années j’ai remplacer). L’isolement de phototriac est plus doux et n’est pas garanti de bien travailler avec la broche d’alimentation. Puis le test nécessiterait une première optotriacs phase et tuning, mais quand en opération durerait pour toujours.
Ici vous trouverez les explications pour piloter un relais mécanique
https://www.theremino.com/hardware/outputs/actuators#simplereledriver
Vous trouverez ici la page-artiste d’optotriacs
https://www.theremino.com/hardware/outputs/actuators#optotriac
Si vous souhaitez utiliser l’écriture me optotriacs et je vais avoir à expliquer comment faire les premiers tests.
Je voudrais maintenant faire, Mais si vous n’êtes pas clair Ecris-moi.
Le problème est que si l’alimentation est trop folle et non inductive triac pourrait ouvrir et fermer le circuit. Et si le Triac devait fermer une demi-onde seule pendant une longue période, peut chauffer le transformateur d’alimentation broche.
En outre, il y a un amortissement optotriacs réseau (R5 et C3) Il passer un peu’ du courant même quand le Triac est ouvert. Cela peut empêcher de faible charge s’éteint (comme les lampes de faible puissance a conduit).
Pour vérifier que tout est en place, vous devrait ensuite mettre un compteur en parallèle et contrôle de sous tension d’alimentation est 220..230 volts AC. Et qu’une fois au large est très faible, Disons que moins de 10 volts AC. Ces tests doivent être effectués avec l’adaptateur secteur est branché et allumé. Et se font pendant une courte période, secondes au maximum, pour éviter le transformateur de chauffe dans le cas où il y avait un seul demi-onde.
– – – – – –
Le brochage du maître vous devrez fixer à la couche HAL comme:
– Pintype = Dig_Out
– Emplacement = 11 ou 12
Page de lecture 42 utilisent les instructions d’application CNC de décider quels Slots.
Après votre réponse exhaustive, je pense que pour mettre en œuvre les deux solutions, de toute évidence à des moments différents, premier, puis l’autre.
Le relais mécanique, le plus facilement réalisable, me permettrait d’atteindre plus rapidement l’objectif de l’utilisation de la broche avec Theremino.
Avez-vous des recommandations spéciales pour l’achat de relais mécaniques car l’offre est tellement vaste?
La solution idéale et ultime reste l’isolement Phototriac; Je vais ensuite ' Optotriacs Theremino V1’ dans l’espoir de réussir, avec votre aide et de surveillance, pour surmonter le nécessaire essais et réglage.
La preuve que vous avez décrit doit être faite avec le Optotriacs existant à l’égard, ou je l’obtiens apart?
Je dois faire deux mesures de tension très rapide sur le transformateur d’alimentation (puis AC) dans deux conditions distinctes dont j’ai complètement compris, J’essaie de dire ce que je comprends:
Le premier transformateur est branché, tout sous tension, et elettomandrino sur.
La seconde mesure dans des conditions égales pour le premier, mais avec la broche large.
Merci!
Fabrizio.
Pour le relais ne sait pas quoi vous conseiller, juste en prenant largement courant et tension, mieux au moins le double des deux.
L’essai doit être fait ainsi:
1) Retirez la fiche de la prise de courant.
2) Vérifie que tout est connecté et que l’interrupteur de la broche est allumé.
3) Tenez fermement l’appareil branché en parallèle sur l’alimentation de puissance de l’ELECTROBROCHE.
4) Soulevez le signal de commande du maître (Voir l’optotriacs led allumée).
5) Branchez la prise du secteur.
6) Regarder le compteur et doit donner 220 V sur.
7) Tirez sur la fiche d’alimentation du réseau électrique.
8) Abaisser le signal de commande du maître (Voir la led off optotriacs).
9) Branchez la prise du secteur.
10) Regarder le compteur et doit donner 0 V sur (moins de 10 volts).
11) Tirez sur la fiche d’alimentation du réseau électrique.
Si tout va bien, puis vous effectuez les mêmes tests avec plus et de toujours laisser le réseau connecté.
– Allumez le signal de commande et de mesure.
– Désactiver le signal de commande et de mesure.
Dans tous les cas, l’interrupteur du mandrin doit être toujours sur. Je ne sais pas ce qui se passerait pour nourrir l’alimentation sans charge. Vous pourriez essayer mais méfiez-vous que se la ferme Triac en milieu, puis mesurer les tensions intermédiaires (Par exemple, 100 volts), le transformateur d’alimentation pourrait réchauffer.
Il est maintenant clair comment tester la Optotriacs.
Reste plus qu’à obtenir le nécessaire, pour essayer de vous parler du résultat.
J’espère qu’ils servent 30 – 40 jours d’expédition à la France pour pouvoir montrer Optotriacs V1 Theremino, Pendant ce temps appronterò le câble à utiliser le relais.
Je vous remercie d’avoir répondu malgré la belle journée ensoleillée et célébration.
Fabrizio
Pas de problème pour les vacances, Nous sommes doc de décideurs et de vacances sont le meilleur moment pour faire le trafic, sans que personne, pas la peine.
Si vous écrivez pour vous faire thereminoshop Marley ont en quelques jours: Lello@thereminoshop.com
– – – – – – – – – – – – – – –
Liens utiles:
https://www.store-ino.com
http://www.thereminoshop.com/product/theremino-optotriac-v1/
https://www.ebay.it/itm/Theremino-OptoTriac-V1-relay-from-optocoupled-3-KW/123083985554?hash=item1ca8609292:g:HyEAAOSwurZZHxPG
J’ai acheté sur ebay Optotriacs (en Thereminoshop vous ne pourriez pas conclure la transaction) délais de livraison sont raisonnables, seulement quelques jours d’attente.
Je me suis posé la question, où il était plus approprié de placer le relais mécanique, puis re-lecture: ” …juste en prenant largement courant et tension, mieux vaut au moins deux fois par deux d'entre eux.” Je suppose que vous avez voulu être connecté entre le pont de diodes et la broche, où sont les valeurs de tension et de courant 36 VDC et 10 Dans, la tension d’alimentation de la bobine puis devrait être 5 V. …. mais je ne trouve aucun relais mécaniques qui peuvent voler 50 VDC à 20 Dans.
Ce que je fais mal?
Je suis d’accord que les vacances sont le meilleur moment pour trafic.
Merci pour votre temps et de patience.
Fabrizio
L’actuel do 10 Ampère est trop pour un relais, dernier n°. Devez-vous arrêter la 220. Ensuite, vous devez utiliser un relais depuis au moins 400 volts et au moins 4 Ampère.
Tant qu’il est possible d’arrêter la 220 avant le bloc d’alimentation, dans le cas contraire vous sont frits et la seule solution est d’identifier si l’alimentation possède une commande de mise hors tension logique.
Dans tous les cas arrêter ainsi grandes puissances peuvent produire de forts et scintillamenti et alerte alors que la masse du bloc d’alimentation est fermement connectée à la terre, et que le PC est. Dans le cas contraire, vous pourriez créer au-dessus qui risquent de perdre la communication avec le maître ou, pire encore, endommager les chauffeurs Master ou pas à pas.
Si vous utilisez le fototriac dois arrêter le 220. Le travail de Triac qu’en courant alternatif. Avec le fototriac le scintillamenti sera réduite à zéro car l’optocoupleur tourne avec une précision au passage du zéro (Lorsque la tension est nulle). Mais, encore une fois, ne sous-estimez pas la nécessité de faire un harnais professionnel avec toutes les GND relié en permanence à la terre.
Avec “connecté en permanence” Je veux dire qu’il est impossible de détacher ou attacher les fiches qui portent aussi la terre, Lorsque la tension d’alimentation est connectée au système. Peut-être utiliser une multiprise, en amont de tous, avec un interrupteur pour mettre tout ensemble, ne jamais cesser de terre.
Le transformateur n’a aucun contrôle logique pour éteindre.
Relais de solution mis au rebut!
La semaine prochaine, je devrais être en mesure d’utiliser le Optotriacs (est déjà sur la bonne voie), Nous allons voir si vous pouvez trouver une manière de voler une électrobroche 300 W.
Merci Livio.
Fabrizio
Ne jetez pas les relais mécaniques, peut être les seuls à funzionarti bien. Peut-être que vous n’a pas bien lu, J’ai conseillé d’utiliser un relais depuis au moins 400 volts et au moins 4 Ampère, ne jetez pas tout à fait les relais.
Le membre de phrase:
” … dans tous les cas arrêter ainsi grandes puissances peuvent produire de forts et scintillamenti … “, ainsi que l’absence de logique, extinction du transformateur, Je serait obligé de prendre d’autres solutions.
Reconsidérer ce qui, encore une fois, il y a le problème du choix des relais mécaniques, qui, avoir à répondre aux spécifications des 400 VAC et au moins 4 Dans, peut être bien résolue avec un viseur de la série 40-31?
Fabrizio
Le Finder devrait être bon, Je n’ai pas le temps de chercher, Voir la fiche technique, Si c’est au moins 4 amplis et 400 volts puis OK.
Mais votre raisonnement est tout à fait raison, en fait, le Triac éliminerait bruit, et puisque je vais arriver demain ou le jour suivant vous pourriez commencer à répéter avec lui.
Si vous aviez à faire le fou, vous pourriez le guérir en ajoutant une charge résistive en parallèle avec le 220 puissance de broche Volt chargeur.
Une charge résistive appropriée pourrait être une ampoule à incandescence 10, 20 ou 40 Watts.
Les ampoules sont bien, mais ont le défaut qui pourrait brûler. Il serait donc préférable de la remplacer par une résistance de puissance dissipée (résistances de céramique et le ciment rectangulaires monté sur un aileron aluminium ou métal de tout conteneur ou la structure qui existe déjà)(mais veillez à isoler bien, avec gaine, les deux terminaux et pas les risques qui peuvent toucher le métal).
La résistance peut être de:
– 10k = 4.8 Watts dissipés
– 4.7k = 10 Watts dissipés
– Deux du parallèle = 4,7 k 20 Watts dissipés
– Quatre parallèle = 4,7 k 40 Watts dissipés
Les résistances, pour durer, doit être au moins le double puissance, ou triple, du dessin en question.
Plus la perte de chaleur et une plus grande stabilité de fonctionnement. Il est donc bon de faire de nombreux tests (activée / désactivée avec le testeur branché) et aller vers le bas jusqu'à ce que le Triac de dissipation ne le fou, et puis grimpe au moins doubler pour être du bon côté.
J’ai Optotriacs j’ai reçu la preuve décrite et nous allons voir ce qui se passe; Cela me semble être le plus “élégant”, Si non alors prouver reste satisfaisante dans l’alternative, la mécanique de relais Finder au moins 4 amplis et 400 volts (en vrai AC? … Puisque vous aurez à conduire l’alimentation par transformateur broche).
Par curiosité: utiliser le conditionnel à envisager la nécessité pour la charge de résistance mais sais à peu près ou vous faire vraiment respecter la limite de la probabilité?
Fabrizio
Oui, 4 amplis et 400 volts courant alternatif.
Ne peut pas vous dire combien sont sur la probabilité conditionnelle que le Triac ouvrent et se ferment mal. Tout dépend comment la charge est inductive. Le moteur fournit probablement assez charge réelle pour compenser l’inductance du transformateur. Mais veillez à ce que le moteur doit être mis en marche, Si vous arrêtez le moteur en interrompant le continu, Il serait à peu près juste du transformateur, et puis une charge très inductive.
Même dans ces conditions, le Triac peut ouvrir et fermer correctement, Tout dépend de comment vous avez fait le bloc d’alimentation et les valeurs des différentes composantes (Si l’alimentation était une commutation, alors, il serait encore plus difficile d’imaginer ce qui pourrait arriver).
Donc la seule façon de savoir est d’essayer.
Je vais vous avertir, parce que, Si le Triac devait fermer une demi-onde seule pendant une longue période, le transformateur pourrait fonctionner à peu près constamment, et ensuite le courant passerait beaucoup et réchaufferait à graver.
En tout cas pour graver le transformateur il faut minutes, pas de secondes. Et aussi un fusible bien dimensionné, sur le primaire, peut éliminer ce risque.
Maintenant vous savez tout (en théorie) mais juste essayer vous allez comprendre quelle distance vous êtes, ou à l’extérieur, de problèmes. Alors, laissez-nous savoir comment ça s’est passé, parce que vos tests pourraient être utiles à d’autres.
Depuis longtemps tester et assurez que vous d’avoir une marge de sécurité suffisante.
Je ne pouvais pas espérer une réponse plus complète que vous
si patiemment exposés, Merci!
L’objet peut être utile à tous ceux qui s’intéressent, C’est en effet la philosophie de l’équipe Theremino.
Reçu par optotriacs poste italiane en trois jours, Dimanche inclus.
Quelques jours pour effectuer les essais, puis je me reporterai.
Fabrizio
Bonjour Livio, Je vous écris pour vous après que vous avez eu un chat avec Fabio concernant un problème de “Theremino CNC”. On parle de diverses possibilités pour configurer le logiciel afin qu’il ne produit pas de mouvements brusques avec des vitesses approchant ou dépassant 1000 mm/min. Mais comme mentionné par Fabio, sera corrigé dans les versions ultérieures. Encore sur les traits de linéaires et 45 degrés, Vous pouvez couper à n’importe quelle vitesse. Pour un cercle, Au lieu de cela, même à 700 mm/min pour les vibrations. Peut-être parce que les axes sont la poursuite?
Dans une note, ils ont dit de réduire la longueur des segments dans la came….
Je comprends, mais je ne sais pas comment faire. Et c' est une question que j’ai déjà posée et que j’ai adressées à plusieurs personnes. Mais un Gcode dispose d’une résolution pour une courbe en segments? Pas de réponse.
Aller vite et précis, il serait important, particulier pour les projets assez proche de 5 ACEs.
Bref je vous envoyer photos et quelques vidéos de ma réalisation (presque fini tout).
Merci, Merci, Merci.
Merci.
Salutations
Vincenzo.
Je suis désolé, mais nous avons eu des problèmes les plus urgents à fixer d’abord.
Nous travaillons là-dessus, et bientôt nous allons publier la nouvelle version du CNC.
Mais Merci beaucoup.
Vincenzo.
Bonjour tout le monde.
Dois-je remplacer les moteurs NEMA 17 de ma maison cnc et ne m’aurait pas dérangé de NEMA 23.
J’aurais quelques questions (Peut-être trivial le plus):
1) Si les moteurs ont une tension nominale est généralement à peu près autour 3/4 Volts. Comment peut alors être envoyés au 24/36 Volts sans brûler?
2) J’ai trouvé qu’à des moteurs de courants nominales constantes ont considérablement différentes tensions. Par exemple,:
https://www.digikey.it/product-detail/it/sparkfun-electronics/ROB-13656/1568-1376-ND/5995079 avec une tension de 3,2 V
https://www.digikey.it/product-detail/it/nmb-technologies-corporation/23KM-K744B/23KM-K744B-ND/5967596 avec tension 24V.
Sont destinés à des usages différents?
Enfin:
3) peut être piloté par A4988 ou DRV8825?
Merci beaucoup
Antonio
Question 1
Moteurs pas à pas sont enfoncés dans le courant, pas vivre. Donc, si vous pilotez un ampère un moteur équipé d’une résistance interne de 3.2 Ohm, puis sur ses enroulements mettra au point un 3.2 volts. La tension est indiquée dans les caractéristiques est la tension qui se développe sur le moteur que vous pilotez avec courant maximal de tolérable.
Cependant la tension des moteurs ne tiennent pas toujours compte. Avec les pilotes type de commutation (comme le A4988 TB6600 ou DRV8825 ou) tous les moteurs, toute tension ont, sont très bien.
Tâche de conduire le moteur consiste à envoyer un courant précis et ajustable.
Les pilotes sont dans la pratique des alimentations qui sont en retrait du bloc d’alimentation (dans 12, 24, ou 48 volts) ce qu’il doit envoyer au moteur actuel est mis en place avec le taille-haie.
Pilotes de commutation, perception de la tension d’alimentation un courant beaucoup plus faible que qu’ils envoient au moteur (plus ou moins le ratio de deux tensions). Donc si vous mesurez le courant avant le pilote vous êtes tromper. Le courant du moteur sera considérablement plus élevé.
Attention pour régler le trimmer à un courant plus faible que celle indiquée par le moteur. Le courant indiqué dans les caractéristiques du moteur est le maximum (au-delà de laquelle le moteur peut être endommagé). Il est normalement très bien ajuster des pilotes pour la moitié de ce cours ou même moins. Un bon test est de garder le moteur alimenté de quinze minutes et puis se sentir comment chaud. Si la feuille courante est trop élevée.
Nos pages dédiées à des moteurs pas à pas expliquent comment faire ces ajustements.
Question 2
Les tensions déclarées peuvent être très différentes mais, comme expliqué précédemment, C'est pas grave. Cependant les tensions sont toujours inférieures à la 5 volts. Plus la tension est faible et moins le moteur est chaud, faible puissance, parce qu’ils ont utilisé un fil plus gros et il y a moins de perte de chaleur. La tension de 24V, le deuxième lien que vous avez fourni, est une faute de frappe, ils doivent écrire 2.4 volts.
Question 3
Tous les moteurs habituels peuvent être branchés avec A4988 ou DRV8825.
Merci
Réponse très claire et félicitations sur votre professionnalisme.
J’ai clarifié les idées et supprimé les doutes qu’une semaine de recherches sur le Web n’a pas apaisé.
Salutations
Bonjour Livio, Je perds pas en Z.
et c’est lorsque vous travaillez avec des aliments 500 (faible) l’axe z après quelques centaines de lignes je vois se lever. J’ai fait des tests avec automation et micromètre, faisant des centaines d’exécutions jusqu'à lire la position de chaque 20 secondes pour le travail d’une heure depuis toujours à zéro (précis). les moteurs sont de la boucle fermée et vous voyez l’effet de précision. Que puis-je faire pour contrôler si cette étrange de levage. Si j’ai une pause et lisez la position, je vois que progressivement grimpe. Je deviens fou. Cela s’est passé, même si la voiture était en bois, mais maintenant, c’est tout en aluminium. Comme dans la précédente version même avec plusieurs micro-pas, la situation était la même. Merci.
Nouvel essai publié à Elettroamici.org
https://www.elettroamici.org/commmunity/topic/theremino-cnc/#post-3190
Bonjour Livio,
avec un retard coupable signifie le résultat des essais effectués sur la broche de maître et Optotriacs.
Pendant les essais, le triac s’ouvre et se ferme correctement, n’a jamais donné des signes d’instabilité et donc pas au rendez-vous la nécessité d’intégrer la charge de la résistance; ainsi que le transformateur ne semble pas souffrir de toute anomalie.
Toutes les mesures de tension sur le moteur d’axe primaire de transformateur a eu lieu conformément aux instructions et a toujours montrés une valeur de 10 V. avec maître signal abaissé de commande.
Je répète, tout semble fonctionner correctement, mais la valeur mesurée de 10 V. Il n’est pas trop élevée pour être sûr d’avoir une marge de sécurité sur le bon fonctionnement?
Merci, Je pense qu’il est tout à fait approprié recommandé utilisation pour contrôler l’axe Optotriacs, plus élégante’ comparée à celle résultant de l’utilisation du relais de sfiaccolamenti, que cependant je comprendrais essayer comme un exercice d’enseignement.
Fabrizio
Aller tranquille, ont 10 volts en arrêt est un non-déranger. Probablement votre moteur a les enroulements avec une impédance assez élevée et faire les calculs vous découvrirait que c’est tout OK.
Merci de nous tenir informé du bon fonctionnement de l’électrobroche couplé optotriacs Elemander11.
J’ai vu quelques postes en ligne sur l’utilisation de Theremino pour contrôler un bras dobot. Je me demande comment qui est à venir le long? On sera en mesure d’utiliser la commande CNC en utilisant Theremino pour contrôler un bras dobot?
Notre collaborateur, que Leonardo travaille à ce sujet.
Vous pouvez écrire à : Leo.DePalo (à) Gmail (dot) com
Je propose d’ouvrir une discussion sur cet argument sur le forum theremino:
https://www.elettroamici.org/community/menu-forum-microcontrollori/
Je viens de faire remorquer robots.
S'il vous plaît, Si vous êtes interessé à développer leur ou travaillant sur certains autres robots, Je suis prêt à collaborer avec vous.
https://www.ahmad-osman.com/en/blogs/spider-robot/
https://www.ahmad-osman.com/en/blogs/cnc-writing-robot/
Bienvenue!
Dans les prochaines semaines, Nous allons publier la nouvelle version CNC (V5.0) avec de nombreuses nouvelles options. L’un d’eux est le mode de CoreXY pour traceurs, comme votre « cnc-écriture-robot ».
Avec l’app Theremino-CNC. vous pouvez contrôler le traceur directement (sans envoyer le Gcode complète du firmware de l’Arduino).
L’avantage est l’interactivité. Il est possible de jogging avec les touches du clavier, Voir la zone de fraisage dans le GCode tracée, exécuter une partie de la GCode, modifier le GCode, changer les vitesses et le zéro positions... tout cela pendant la course!
Si vous utilisez notre Module de Master pour générer des signaux étape et DIR tout est prêt et vous pouvez immédiatement déplacer les moteurs. Dans le cas contraire, vous pouvez également utiliser un Arduino avec notre application ArduHAL. Mais dans ce cas sera nécessaire pour écrire certains firmware dans l’Arduino pour commander les moteurs.
Quelques liens utiles:
https://www.theremino.com/en/downloads/automation#cnc
https://www.theremino.com/en/technical/schematics#masterv5
https://www.theremino.com/en/downloads/foundations#arduhal
Bonjour,
Je ne peux pas lire avec encodeur Maître (ELTRA) MOD. EL63D-page 13 – installé dans une vieille scie Journal, J’ai essayé de le connecter aux pins 7,8 avec alimentation 5V directement du maître ,
avec le réglage de l’axe comme (encoder_a_pu ). Je voulais vous demander si le codeur n’est pas compatible, et au cas où, Comment résolvez-vous. Merci
Je vous joins catalogue dell lien’ Encodeur
https://www.atti.it/media/get/encoders-incrementali.pdf
lien vers 4 fils- type de connecteur M ( Dans;C;Et;F) p. 74
(NPN/NPN OPEN-COLLECTOR TTL COMPATIBLE PUSH PULL)
Doit être configuré avec:
– BROCHE 7 comme “encoder_a_pu”
– BROCHE 8 Cela devient automatiquement “encoder_b_pu”
Ensuite tous les câbles sont connectés à droite:
– Dans (Vert) Signal de broche 8
– B (Jaune) Signal de broche 9
– Massa (Noir) pour un maître GND
– Bloc d'alimentation (Rouge) à +5 Master de Volt
Peut-être que vous avez oublié de connecter GND?
Ou un des fils ne touchez pas?
Ou avez-vous vu le connecteur tête en bas et que vous avez branché tous les câbles dans les mauvais endroits sur le connecteur?
Si en connectant tout droit ne fonctionne pas, puis lentement la roue de la broche et vérifier avec le testeur qui les deux volets A et B vont à zéro et 5 volts.
Si A et B ne bougent pas alors, l’encodeur n’est pas alimenté ou est cassé, ou vous n’avez pas configuré les entrées comme unité centrale (pullup), ou les fils de raccordement ne sont touchent pas.
Si A et B monter et descendre, alors le maître doit compter transitions.
Salut,
Si je comprends bien, le signal que b doit je le connecte à la broche 9? Et finalement ce comment dois-je configurer il?
L’encodeur est alimenté par une alimentation 12V – connecté à un PCL ELCON
http://www.elconelettronica.it/it/controlli-numerici-pcl12
Merci
Lorsque vous configurez votre NIP 8 comme “encoder_a_pu”, le code Pin 9 est automatiquement configuré comme “encoder_b_pu”.
À “SIGNAL” votre code Pin 8 vous devez joindre le fil sur
À “SIGNAL” votre code Pin 9 vous devez joindre le fil B
Si votre encodeur est un modèle de 12 volts, puis il peut ne pas fonctionner avec seulement 5 volts. Lire les initiales exacts à l’encodeur et Rechercher sur Internet s’agit d’un modèle de 12 volts ou 5 volts.
Si vous ne pouvez pas travailler dans 5 volts, mais seulement en 12 volts, alors vous aurez besoin d’ajouter un 12 volts pour lui.
Enfin, nous avons affiché Theremino CNC, Version 5.0, avec des améliorations majeures, y compris une meilleure fluidité de circulation et de la réduction du temps d’usinage (dans certains cas de 50%):
https://www.theremino.com/downloads/automation#cnc
Andrea nous a demandé
Quelle résolution me conseillez-vous pour moteurs pas à pas? 1/2 1/4 1/8 1/16 ? Mon terrain et la tige filetée 2 mm et le moteur 200 l’étape autour de. Merci.
Réponse
Et’ toujours mieux définir le microstep maximale possible. La seule raison de les réduire voudrait augmenter la limite maximale autorisée de plus de 50 kHz MaxSpeed, objets qui peuvent être levées par le maître. Dépassant cette limite la zone MaxSpeed sur HAL devient rouge. Mais normalement il vous n’obtiendrez aucun où près de, parce que les moteurs commencent à bombarder avec MaxSpeed beaucoup plus faible.
Pour être du bon côté en cas de frottements mécaniques, Il est bon d’adapter MaxSpeed au moins la moitié de ce que peuvent faire les moteurs sans coquille. Éventuellement un MaxSpeed égal pour tous les axes. Et avoir mieux MaxSpeed sacegliere un peu faible et un peu élevé.
Puis, pour chaque moteur, sur HAL, Vous devez ajuster les MaxAcc à un dixième de MaxSpeed
Ensuite, il est très important d’ajuster même MaxSpeed dans application CNC, la même valeur MaxSpeed minimale ajusté dans la couche HAL (l’essieu plus lent maxspeed).
Et enfin s’assurer que la vitesse de dévidage ou ils spécifient GCode mai RAPID sur MaxSpeed, dans le cas contraire le capitaine limiterait la vitesse afin de protéger les moteurs et la pointe ne changerait pas ruiner retour traitement.
Dernier Conseil
Bien que les moteurs permettent MaxSpeed très élevé sans coquille, Il est toujours bon de les ajuster (Hal et donc également dans l’application. CNC), ainsi, ils ne sont pas trop beaucoup plus grandes que la vitesse de traitement normale que vous utilisez. Par exemple, Si vous utilisez la vitesse d’avance d’environ 50 ou 100, Il est absolument inutile et de plus de 10 000 MaxSpeed régulièrement évalué. MaxSpeed abaissement dans 2000, temps de non travail qui étirera un pourcentage minimum. Mais en même temps, il sera éliminer totalement le risque d’erreurs d’usinage et accumuler la perte de l’étape.
Bonjour Livio,
Je fais vraiment quelque chose de mal , mais je voulais vous alerter comme suit:
avec Theremino programme CNC 5.0 ouvert et les arrêts de la machine ( STOP appuyé) , est
Il va sur Hal V.8.2 Stepper et cliquez sur le pointeur de la souris disparaît et que vous déplacez votre souris vers le Stepper d'axe correspondant sélectionné se déplace avec des valeurs aléatoires en déplaçant la CNC .
J'ai vérifié avec la version précédente du CNC Theremino pas l'expérience de ce comportement étrange .
Quel est le problème?
Merci pour l'aide.
Franco
Ce comportement est dû à commande numérique 5.0 ma all'HAL 8.2
Dans les versions précédentes de HAL pour se déplacer avec la souris la valeur en appuyant sur la souris sur la colonne VALEUR, puis en déplaçant la souris vers le bas et. Alors que la nouvelle HAL vous pouvez cliquer partout sur la ligne, puis déplacer vers le haut et vers le bas.
Dans tous les cas lorsque la valeur CNC est ouverte, vous ne devriez pas changer avec la souris sull'HAL, car il obtiendrait seulement un court mouvement du moteur. Ensuite, la CNC prévaudrait qui rendrait compte immédiatement la valeur à la bonne.
Déplacer les valeurs avec la souris sull'HAL peut servir à la place (fermé à commande numérique ou désactivée CNC IN-OUT) pour tester les moteurs, déterminer la vitesse, l'accélération maximum et les étapes par mm.
Peut-être que quelqu'un peut me expliquer comment voulez-vous changer le diamètre de la fraise que vous souhaitez utiliser dans ImgToGcode (vers. 1.9)? J'ai essayé de mettre différents diamètres dans la boîte, mais la gcode produisais de l'image, Caricato à ThereminoCNC, regarde toujours le même, à-dire la même densité de lignes de fraisage et nécessite en même temps de traitement. En particulier, je voudrais utiliser la fraise 626 De 0.8 recommandé sur cette page à l'usine un petit PCB!
L'application ImgToGcode est conçu pour creuser dans les reliefs de bois ou autre usinage similaire. Pour créer GCode par les PCB de Eagle et vous devez utiliser l'ULP FastGcode, comme il est expliqué ici: https://www.theremino.com/downloads/uncategorized#eagle
Pour démarrer à partir d'une carte de circuit imprimé sous la forme d'image des programmes appropriés existent, Je ne me souviens pas des noms, les chercher sur Internet.
Il pourrait aussi réussir ImgToGcode, mais je ne sais pas ce que vous obtiendrez. Voici quelques conseils pour les PCB:
– La boîte de “Taille de l'outil (mm)” ne sert qu'à écrire GCode que l'utilisation de l'outil.
– La résolution de l'image, puis le nombre de passes est ajustée dans la partie supérieure de la boîte “Résolution”
– Blur devrait garder à zéro
– Skeletrization vous ne l'utilisez pas
– Si la taille de l'image (en mm) ils ont raison, alors vous définirez “Utiliser la taille de l'image”
– Sinon, vous définissez avec largeur et hauteur (qui ne précise pas le nombre de passes, seule la taille en mm)
– Outil défini comme la taille de la pointe, mais il n'a pas d'effet sur le produit GCode, est seulement une aide à retenir la pointe à condition que le traitement epr.
– Up indique comment monter sur la route
– Bas comme creuser
Pour un processus qui élimine tout le cuivre des zones qui ne sont pas imprimés conducteurs, vous devez définir “parallèlement Horizzontal” ou “parallèle verticale” et l'image inverse (avec un programme pour les photos), de sorte que les parties à excaver sont en noir.
Au lieu de cela seulement pour creuser les bords autour des pistes (beaucoup plus rapide mais moins beau). Vous devez définir “Suivez les frontières” mais dans ce cas vous devez traiter la pré-image (avec un programme pour les photos), de sorte que vous ne disposez que les bords des pistes en noir, comme dans les exemples “Imprimé-Circuit-Board3.jpg” et “VLF.jpg”. Dans ce cas, vous pouvez également utiliser “Skeletrize” pour nettoyer les bords en outre.
Enfin, vous devrez faire de nombreuses tentatives en faisant varier la résolution, afin d'avoir un compromis entre les différents défauts. Dans tous les cas, ils doivent être PCB avec une isolation très large, au moins 0.8 mais mieux plus d'un millimètre. Et avec de larges pistes au moins 1 millimètre.
Merci pour l'habituel, réponse rapide et complète. Plusieurs fois j'ai essayé d'utiliser mon routeur cnc pour produire des cartes de circuits petits pour mes projets. Eagle, Malheureusement, est tout sauf intuitif et pas particulièrement complète dans ses fonctionnalités, malgré la pléthore de contrôles, pages, et codicilles sous-pages. Le A_Brit_In_Ischia le plus utilisé pour se rendre à un gcode un c.s. Il suit la philosophie de l'Aigle: par exemple, il semble impossible de définir une « partie nulle » à la position désirée et les deux fichiers qui produit, l'une des pistes et l'un des trous continuent d'être désaligné, malgré toutes mes tentatives.
Comme vous le suggérez, Je fais beaucoup de preuves pour arriver avec ImgToCode à un fichier qui reproduit exactement le circuit imprimé, J'ai un problème très « bizarre » que je lutte pour résoudre: tandis que la taille des parties fraisées sont corrects, la taille des pistes et que les, et que sur l'axe Y, Ils sont environ un dixième de la taille réelle. Mais je viendrai tête!
Le FastGcode ULP a indiqué que je vais bien travailler. Il prend en compte la largeur de la pointe et optimise les chemins. Nous l'avons écrit nous-mêmes et nous l'avons fait des dizaines de PCB.
J'utilisais pcb-gcode, Au lieu de votre FastGcode, ne me demandez pas pourquoi, un glissement de la surcharge du cerveau! J'ai maintenant commencé le développement, Je suis sûr que ce pouvoir enfin broyer les Mes c.s. Merci encore.
Si vous écrivez ne fonctionne pas. Même le FastGcode a des besoins, par exemple, les c.s. Il doit avoir une frontière qui a tous, dans la couche appropriée. Et alors vous devez respecter l'isolation d'au moins 0.8 mm (si vous utilisez une pointe de 0.8). En plus de PCB Eagle il exige de l'expérience, par exemple, vous devez essayer de garder tout sur la grille, autrement il devient alors difficile de faire les connexions et de nombreux autres problèmes se posent.
Si nécessaire, téléchargez notre PCB et voir comment ils sont faits. Presque tous sont un seul côté et usiné avec la pointe 0.8.
Je suis désolé de déranger mais je ne peux pas obtenir un FastGcode complet gcode en utilisant uniquement le chemin du forage, sans que les pistes. J'ai essayé sur deux PC et un macbook, affecter à des pistes sur une épaisseur de 0,81 mm d'Eagle à 1 mm et isolations, mise en une fraise par FastGcode 0,8 mm et l'angle 180 ^. J'ai essayé d'utiliser le « top » côté et le « fond » et diverses combinaisons de recettes FastGcode mais toujours et seulement la piste pour le forage. J'ai essayé aussi avec un couple de vos projets (optocoupleur et l'adaptateur Geiger préhistorique) mais le résultat est le même, seuls les trous. Le conseil d'aigle ont établi la couche limite sur les « 20 dimensions ». J'ai réussi mon premier fraisage c.s acceptablement. en utilisant l'outil intégré dans la dernière version d'aigle alors je n'abuser de votre gentillesse, bien que je l'aurais préféré réussir avec votre ULP!
S'il vous plaît écrivez-nous à propos de Theremino spirale d'ingénierie dot com.
Ensuite, nous allons accepter de communiquer par téléphone-skype-teamviewer, et je vous aider à mettre FastGcode. Il fonctionne à coup sûr, Je l'utilise.
Afin de ne pas perdre trop de temps j'ai téléchargé quelques captures d'écran à Aigle http://www.marcobos.net/foto_1.html.
Peut-être vous assez pour me dire où je me trompe. J'ai essayé également d'utiliser un système avec deux condensateurs et deux points, avec toutes les configurations que je l'imaginais pourrait influer sur le résultat (Haut, bas, larges pistes, les dimensions de l'outil de coupe, que le contour ou la suppression totale du cuivre, etc.…), pas de différence, en gcode il n'y a que les trous.
Les ajustements de FastGcode recherchent un bon.
Eagle semble étrange, peut-être est une version plus récente qui ne sont plus en cours d'exécution FastGcode? Vous pouvez essayer avec les versions 6 ou 7 Eagle?
À première vue, les pistes sont une drôle de couleur, Ils sont sur la couche 1 (Haut) ou 16 (bas)?
Si ces idées ne vous aident pas penser impegneremmo moins de temps à l'aide teamviewer.
Salut Livio , Theremino peut faire une ComputerVisionImagingLibrary en VB6 et VB.net ?
avec CornersDetectors et contournage, Segmentation, Clustering , Scientifique, 3D, algorithmes comme ACCORD.net (C#) ?
https://code.msdn.microsoft.com/windowsapps/Professional-Image-280a2421
Windows 8 Modificateur Image professionnelle 2 échantillon en C #, VB.NET pour Visual Studio 2012 – code.msdn.microsoft.com Ce site utilise des cookies pour l'analyse, contenu personnalisé et annonces. En continuant à naviguer sur ce site, vous acceptez cette utilisation. En savoir plus code.msdn.microsoft.com
Dans ACCORD.NET C # code source oVous peut regarder les algorithmes:
CornersDEtectors : SUSAN, Agasht, RAPIDE, TAMISER , SURF double contournage (Tao Ju) Clustering, Segmentation, Convolution, 3D, 2D, Interpolation, Intersection, Dessins, etc..
Rendre la base hiérarchie structurée wiht quelques algorithmes est le début.
pas dans le web un ImagingLibrary puissant pour VB6 et est très utile pour une utilisation avec des robots, CNC, et les imprimantes 3D.
Vous pouvez faire cette base de VisionLibrary avec quelques algorithmes et à l'avenir ajouter plus de fonctionnalités.
Si vous avez des Libary s'il vous plaît donner le lien pour télécharger?
i arealdy téléchargé vos connaissances et de l'échantillon de BAse ce site.
Merci
flaviohsilva007@gmail.com
flaviohenrique2002@outlook.com
Désolé, nous avons rien fait pour Computer Vision.
Merci pour la bibliothèque, nous avons enregistré le lien pour l'avenir.
Et peut-être que nous allons faire quelque chose l'année prochaine.
Flavio Enrique nous a fait les questions qui pourraient être utiles à d'autres, nous avons apporté ici en italien sera donc automatiquement traduits dans d'autres langues.
QUESTION
Pensez à faire des projets pour SmartHouse automatisé?
Peut-être en utilisant votre application de contrôle du cerveau avec la fin NeuroSky?
Par exemple, vérifiez les bras du robot, contrôle des imprimantes CNC et 3D, le robot de commande, etc.?
Ces projets pourraient aider les personnes handicapées, personne âgée, etc..
Les gens pourraient travailler à la maison avec des machines et des robots, contrôlée par l'esprit et à l'aide visiophones.
RÉPONSE
domotique, et d'autres applications que vous avez décrites, exiger de concevoir un équipement approprié. Vous apprendrez comment programmer le firmware du processeur, en commençant peut-être avec Arduino, puis étudier les circuits électroniques appropriés.
Nos applications ne conviennent que pour des entrées-sorties simples PC. Ils sont bons pour étudier ou faire des expériences, mais ils ne sont pas appropriés pour fabriquer des dispositifs de consommation, ou des équipements qui Domotics nécessitent la plus grande simplicité et une sécurité absolue.
le NeuroSky, comme il est expliqué sur cette page, Il n'est pas utilisable pour les applications de contrôle. Le temps de réponse est trop long, la fiabilité trop faible et vous devez vous concentrer inhumainement, si seulement pour allumer ou éteindre une lumière. La distinction entre les différentes commandes est totalement impossible, de sorte que les applications que vous avez décrites ne sont pas réalisables en utilisant les commandes mentales. Ceci est pour NeuroSky que pour tout autre équipement situé à l'extérieur du crâne.
Salut, Je voulais savoir si elle est un banc cnc plus précis (à la fraise avec arduino) ou un bras robotisé programmé pour le fraisage…. excuser mes conditions, mais je suis maintenant dans ce addentrando sur le terrain, Je dois juste jouer des formes de bois je ne suis pas besoin de beaucoup de précision, peut-être pour les lettres, mais ils échelle comme le maximum 20 cm. Merci
Nous ne pensons pas deux fois et de prendre “Strawberry da Bank” Il est techniquement appelé pantographe, ou cartésien parce qu'il se déplace sur trois axes X, Y et Z.
L'alternative serait les bras robotiques de trois types: anthropomorphe, Scara et Delta, mais tous les trois sont moins appropriés pour ce que vous voulez faire. Pour le même prix, ils sont beaucoup plus inexactes et qui sont aussi beaucoup plus délicate, Ils ne peuvent pas supporter les forces verticales ou latérales et ne peuvent pas supporter des poids lourds sur la pointe.
Assurez-vous également que vous ne prenez pas des machines conçues pour extruder le plastique ou le laser affectent, parce qu'ils ont une structure trop faible pour moulin.
Enfin, gardez à l'esprit que sans notre module maître, vous utiliserez nécessairement le logiciel Mach3, ou firmware Arduino. Cela ne veut pas dire que sont pires, En effet Mach3 a une multitude d'options plus, mais seulement que vous ne pourrez pas utiliser notre application simple Theremino_CNC.
Merci , vous avez été très gentil. mais je peux acheter chez vous ? Je cherche ici et là, mais il y a des prix bestiale, Je veux passer un maximum 400 500 Euro
la dernière chose que vous avez écrit le module maître ne comprends pas grand-chose, Ils sont un fraisage débutant, d'autres choses que je ne veux parfaitement mais je voulais une explication pour la plupart de ce dernier que vous avez écrit, et merci encore :-)
Je vis maintenant les contre-lames, Mes soins maternels…. mais je voyais ce mouvement se balancer aussi vous pouvez créer des lettres tonteggianti, Je ne savais pas que ces coupeurs, Merci, valuteró
le message d'abord et écrit par moi aussi, mais je n'ai pas connecté
Vous pouvez à peine rester dans 400 500 euro dépensé deux fois, mais il n'y a pas de solutions de rechange. Les bras robotiques que nous proposons ici sont des jouets et ne pas avoir la rigidité et la précision nécessaire à l'usine. Ne même pas aller près de là.
Nous prévoyons un bras de type SCARA très précis qui peut être achevée en un an, mais lui aussi, finira par coûter beaucoup plus que 500 Euro car il contiendra deux types Armonic réductions d'entraînement qui coûtent seulement au sujet 600 Euro.
L'obtention d'une précision et coûte beaucoup de force et actuellement la seule solution viable est un coupe-banc avec des guides linéaires sur remise en circulation des roulements à billes et une structure robuste en aluminium épais.
En plus de mécanique et vous aurez besoin de moteurs pas à pas:
– Le conducteur et une alimentation électrique (pas cher)
– Un Arduino ou notre formulaire maître (pas cher)
– Un logiciel approprié (tous gratuits)
Vous pouvez donc choisir trois routes:
1) Connectez le conducteur au port parallèle PC et utiliser le logiciel Mach3 (très complexe à apprendre)
2) Connectez le conducteur à un Arduino et Arduino pour utiliser le firmware que vous trouverez sur le net (Moyenne générale mais vous savez bien et connaissez la programmation Arduino)
3) Connectez le Maître pour former un conducteur de notre système et utiliser notre application CNC Theremino (Moyenne générale mais vous devez bien connaître notre système Theremino)
Dans les trois cas, il y a mille choses à apprendre, alors attendez-vous une bonne année de maux de tête, de nombreux couteaux cassés et de nombreuses catastrophes. Ensuite, il est un peu’ plus facile, mais pas beaucoup. Chaque fois que les prix RUN un bit’ il y a toujours la peur.
Je suis désolé mais je ne lis que maintenant, convivial que jamais, Eh bien quelques erreurs et les catastrophes les mettre dans le compte. ok alors je vais attendre un peu n Je lèverai mon budget 2.000 Euro
Pendant ce temps, je vais étudier Theremino (Colombe ?)
Commencez par les bases, Machines à sous.
Vous ne même pas besoin du matériel.
Ouvrez deux SlotViewer et les faire communiquer entre eux.
Ensuite, ouvrez peut-être un WaveGenerator et SignalScope…
Alors peut-être prendre un maître et deux LED collègues.
etc..
Bonsoir Livio, mon nom est Maurizio.
Il y a quelques années, je construit une CNC. Tout d'abord, je me suis envolé avec MAC3 ,Ensuite, j'ai découvert la
Theremino puis utiliser ce programme que j'aime vraiment.
Le seul problème est que, Malgré suivre les instructions du manuel, Je ne peux pas le reconnaître
l'étalonnage des axes X, Y et Z.
Je fais appel à vous confiant recomendation.
Merci et je salue cordialement
Qu'est-ce que cela signifie “reconnaître l'étalonnage”?
Les moteurs ne cessent pas quand ils touchent un des commutateurs?
Vous devez connecter les commutateurs de la chaîne (électriquement en série).
Vous devez connecter leur broche normalement fermé (Caroline du Nord), de sorte que la connexion ouverte lorsque vous appuyez.
HAL doit définir le bon type, habituellement DigIn_pu.
HAL doit attribuer la fente 32, comme écrit dans la page de manuel 43.
Lorsque vous appuyez sur, il faut voir le numéro de HAL varient de zéro normale, et aller 1000.
Livio, ils sont l'île Maurice, Je vous remercie de vos conseils. Je l'avais mis la fente 18, comme l'a suggéré à la page 44 du manuel. Suite à votre suggestion que je mets la fente 32 et tout fonctionne. Merci 1000 pour votre temps, bonsoir !
Bonsoir, J'utilise theremino pour cnc 4 essieux et veulent l'étendre à 5 axes, mais je l'inconvénient qu'ils ne sont pas assez broches pour la dernière course alors que je connecter un autre theremino carte série et ont donc plus de broches? ou est-il une autre carte qui a plus de broches?
Vous pouvez connecter un second maître et apparaissent sur la liste de l'application HAL après la première.